Yksityiskohtaisesti: puoliautomaattisen laitteen hitsauspolttimen tee-se-itse-korjaus oikealta mestarilta sivustolle my.housecope.com.
0
poipoi 9. elokuuta 2011
Siellä on toimiva puoliautomaattinen laite erittäin nuhjuisella polttimella.(+ Kaasumyrkky) poltin ei ole irrotettava - se menee hihallaan rungon syvyyksiin. onko polttimen vaihto mahdollista itse? Pitääkö poltin etsiä samalla tavalla? vai voitko ruuvata jonkun tarkkailemalla langan halkaisijaa?
laite TELWIN TELMIG 130 sellaisia
0
Budia 22. tammikuuta 2012
1
Kopio 30.1.2012
Siellä on toimiva puoliautomaattinen laite erittäin nuhjuisella polttimella.(+ Kaasumyrkky) poltin ei ole irrotettava - se menee hihallaan rungon syvyyksiin. onko polttimen vaihto mahdollista itse?
Ota ensin yhteyttä huoltoon, kerro he erikseen, kuinka paljon se maksaa. Miksi laittaa jotain liiman ja suuttimien päälle!? Ja voit vaihtaa sen itse, tai kätesi ovat kasvaneet oikeasta paikasta. Koska jotkut eivät voi edes pitää ruuvimeisseliä käsissään. Ja he eivät voi vaihtaa poltinta ollenkaan.
Puoliautomaattinen hitsauskone on melko suosittu laite ammatti- ja kotikäsityöläisten keskuudessa, erityisesti korin korjausta harjoittavien. Tämän laitteen voi ostaa valmiina. Mutta monet invertterihitsauskoneiden omistajat ihmettelevät: onko mahdollista muuntaa invertteri puoliautomaattiseksi laitteeksi, jotta ei osteta toista hitsaajaa? Puoliautomaattisen laitteen valmistaminen invertteristä omin käsin on melko vaikea tehtävä, mutta vahvalla halulla se on melko mahdollista.
Yksikön kokoamiseksi tarvitset seuraavat elementit:
invertteri hitsaus kone;
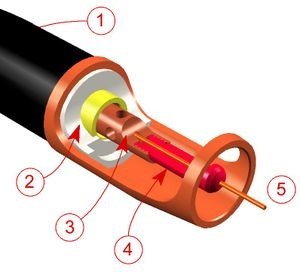
taskulamppu sekä erityinen joustava letku, jonka sisällä on kaasuputki, johdinohjain, virtakaapeli ja sähköinen ohjauskaapeli;
ohjausmoduuli sekä moottorin nopeussäädin (PWM-ohjain);
sylinteri, jossa on suojakaasu (hiilidioksidi);
solenoidiventtiili kaasun katkaisemiseen;
kela elektrodilangalla.
Video (klikkaa toistaaksesi).
Kotitekoisen puoliautomaattisen laitteen kokoamiseksi hitsausinvertteristä sen on tuotettava vähintään 150 A hitsausvirta.
Mutta siitä lisää myöhemmin. Ensin sinun on tehtävä puoliautomaattisen laitteen mekaaninen osa, nimittäin langansyöttö.
Koska syöttölaite sijoitetaan erilliseen laatikkoon, se on ihanteellinen tähän tarkoitukseen. tapaus tietokonejärjestelmästä... Lisäksi virtalähdettä ei tarvitse heittää pois. Se voidaan mukauttaa aukaisemismekanismin toimintaan.
Ensin sinun on mitattava lankakelan halkaisija tai piirtämällä se paperille, leikattava ympyrä ja asetettava se koteloon. Kelan ympärillä tulee olla tarpeeksi tilaa muille osille (virtalähde, letkut ja langansyöttölaite).
Langanvetolaite on valmistettu auton pyyhkimen mekanismista. Sille on tarpeen suunnitella kehys, joka pitää myös painerullat. Asettelu tulee piirtää paksulle paperille todellisessa mittakaavassa.
Syöttölaite tulee asentaa koteloon siten, että liitin on sopivassa paikassa.
Jotta lanka syöksyisi tasaisesti, kaikki komponentit on kiinnitettävä täsmälleen vastakkain. Telat on keskitettävä letkuliittimessä olevaan tuloaukon suhteen.
Rullaohjaimina voit käytä sopivan halkaisijan omaavia laakereita. Niihin koneistetaan sorvin avulla pieni ura, jota pitkin elektrodin lanka liikkuu. Mekanismin rungossa voit käyttää 6 mm vaneria, tekstioliittia tai kestävää muovilevyä. Kaikki elementit on kiinnitetty alustaan, kuten seuraavassa kuvassa näkyy.
Ensisijainen langanohjain on aksiaalisesti porattu pultti... Tuloksena on eräänlainen lankaekstruuderi. Liittimen sisääntuloon laitetaan jousivahvistettu kammio (jäykkyyden vuoksi).
Myös tangot, joihin telat on kiinnitetty, ovat jousikuormitettuja. Kiristysvoima säädetään pohjassa olevalla pultilla, johon jousi on kiinnitetty.
Pohja puolan kiinnittämiseen voidaan tehdä pienestä vanerista tai piirilevystä ja leikata sopivan halkaisijan omaava muoviputki.
Seuraavaksi kaikki komponentit on asetettava siististi koteloon.
Hyvän hitsauslaadun saavuttamiseksi hitsauksessa lanka on syötettävä määrätyllä ja vakionopeudella. Koska pyyhkimen moottori on vastuussa laitteiston syöttönopeudesta, tarvitaan laite, joka voi muuttaa ankkurin pyörimisnopeutta. Tätä varten sopii valmis ratkaisu, jota voi ostaa myös Kiinasta, ja sitä kutsutaan ns PWM ohjain.
Alla on kaavio, josta käy selväksi, kuinka nopeudensäädin on kytketty moottoriin. Digitaalisella näytöllä varustetun ohjaimen säädin näkyy kotelon etupaneelissa.
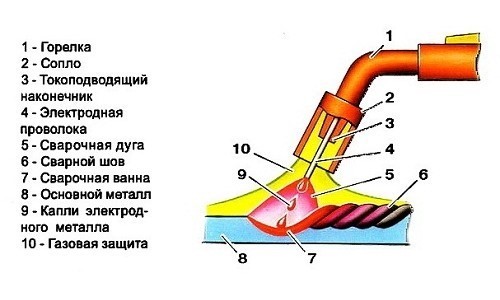
Seuraavaksi sinun on asennettava kaasuventtiilin ohjausrele... Se ohjaa myös moottorin käynnistystä. Kaikki nämä elementit on aktivoitava painamalla polttimen kahvassa olevaa käynnistyspainiketta. Tässä tapauksessa kaasun syötön hitsauskohtaan tulee olla (noin 2-3 sekuntia) ennen langansyötön alkua. Muuten valokaari syttyy ympäröivässä ilmassa eikä suojakaasuympäristössä, jolloin elektrodin lanka sulaa.
Kotitekoisen puoliautomaattisen laitteen viiverele voidaan koota 815. transistorin ja kondensaattorin perusteella... 2 sekunnin tauon saamiseksi 200-2500 uF:n kondensaattori riittää.
Solenoidin sulkuventtiili on sijoitettu mihin tahansa paikkaan, jossa se ei häiritse liikkuvien osien toimintaa, ja on kytketty piiriin kaavion mukaisesti. Voit käyttää GAZ 24:n ilmaventtiiliä tai ostaa erikoisen, joka on suunniteltu puoliautomaattisille laitteille. Venttiili vastaa automaattisesta suojakaasun syötöstä polttimeen. Se käynnistyy, kun on painettu puoliautomaattisessa polttimessa olevaa käynnistyspainiketta. Tämän elementin läsnäolo säästää merkittävästi kaasun kulutusta.
Lisäksi, kun kaikki yksiköt on asennettu koteloon, kiinnitys invertteriin puoliautomaattista hitsausta varten on käyttövalmis.
Mutta kuten jo todettiin, invertterin virta-jänniteominaisuudet (VAC) eivät sovellu puoliautomaattisen laitteen täysimittaiseen toimintaan. Siksi, jotta puoliautomaattinen laite toimisi yhdessä invertterin kanssa, sen sähköpiiriin on tehtävä pieniä muutoksia.
Invertterin I-V-ominaisuuden muuttamiseksi on monia piirejä, mutta helpoin tapa tehdä se on seuraava:
koota laite käyttämällä loisteputkivalon kuristin alla olevan kaavion mukaisesti;
kootun laitteen kytkemiseksi sinun on koottava toinen lohko seuraavan kaavion mukaisesti;
jotta ylikuumenemisanturi ei toimi invertterissä, siihen on juotettava (rinnakkain) optoerotin seuraavan kaavion mukaisesti.
Mutta jos invertterin hitsausvirran ohjaus tapahtuu shuntin kanssa, voit koota yksinkertaisen kolmen vastuksen ja tilakytkimen piirin alla olevan kuvan mukaisesti.
Tämän seurauksena hitsausinvertterin muuttaminen puoliautomaattiseksi laitteeksi maksaa 3 kertaa halvempaa kuin valmis yksikkö. Mutta tietysti laitteen itsekokoonpanoa varten sinulla on oltava tiettyjä tietoja radiomallista.
Hitsauspuoliautomaattiset laitteet ovat yksinkertaisia ja luotettavia. Mutta mikään ei ole ikuista, laadukkaimmatkin mekanismit voivat epäonnistua, syynä voi olla lähinnä toimintasääntöjen rikkominen.
Puoliautomaattinen hitsauslaite.
Useimmiten puoliautomaattisen hitsauskoneen toimintahäiriöt tapahtuvat laitteen heikoimmissa kohdissa. Tässä mekanismissa tällainen paikka on merkkilohko, johon hitsausjohdotus on kytketty. Huono kosketus yhdessä hitsausvirran kohonneiden arvojen kanssa voi tapahtua liitäntöjen ja siihen kytkettyjen kaapeleiden ylikuumenemista. Tämä johtaa liitoksen tuhoutumiseen, myöhemmin käämien päissä oleva eristyskerros palaa ja voi tapahtua oikosulku.
Tässä tapauksessa lämmitysliitännät lajitellaan, koskettimet ja puristimet puhdistetaan niin, että kaikkien elementtien koskettimet sopivat yhteen. Myös muita toimintahäiriöitä voi esiintyä.
Puoliautomaattisen hitsauskoneen työ.
Tässä tilanteessa verkkoon kytkettynä tapahtuu spontaani sammutus, koska suojaelementti laukeaa. Tällaisia ongelmia esiintyy useimmiten korkeajännitepiirin sulkemisen aikana. Yleensä johdot ja kotelo tai itse johdot ovat kiinni. Suojaus voi laueta kelan kierrosten tai magneettipiirin elementtien välisen oikosulun vuoksi.
Jos korjauksia tarvitaan, irrota hitsauskone verkkovirrasta, etsi ongelman lähde ja korjaa se - tämä voi olla eristyksen palauttaminen, kondensaattorin vaihtaminen ja muut mahdolliset toimintahäiriöt.
Tällaiseen ongelmaan liittyy useimmiten laitteiden ylikuumeneminen. Voi olla useita tekijöitä:
murtuminen ytimen kiinnityksessä tai kelojen siirtämismekanismissa;
laitteiden ylikuormitus (hitsauskone toimi melko pitkään, korkeimmat virtailmaisimet, suuri elektrodin poikkileikkaus).
Laite voi huminaa paljon, vaikka hitsausjohdot tai magneettipiirin elementit ovat oikosulussa. Kun tällainen toimintahäiriö syntyy, kaikki kiinnikkeet on tarkastettava ja tarvittaessa kiristettävä, ytimen kiinnitysmekanismin viat poistetaan, hitsauskaapelit on tarkistettava ja eristettävä.
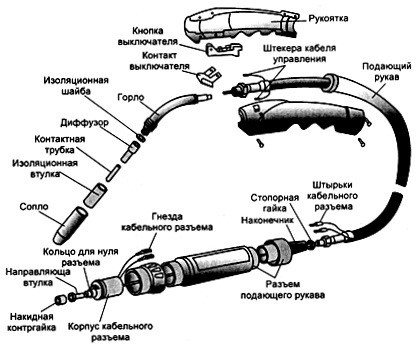
Puoliautomaattinen poltinlaite.
Useimmiten tällaiset rikkomukset tapahtuvat käyttösääntöjen noudattamatta jättämisestä - hitsausvirran asetus ylittää sallitut normit, käytetään liian suuria elektrodeja ja myös hitsauskoneen toiminnan kesto (ilman tarpeellista keskeytystä) häiriintynyt. Jos tällaisia ongelmia ilmenee, on noudatettava tälle laitteelle hyväksyttävää tilaa sekä jäähdytettävä laite pitäen tauon töistä.
Liiallinen ylikuumeneminen johtaa käämien käämitysten oikosulkuihin - tämä on seurausta eristävän kerroksen palamisesta, mikä johtaa jopa savuun. Tätä pidetään vakavimpana vauriona, jossa laite voi palaa. Jos näin tapahtuu, on tarpeen palauttaa käämien johdotuksen eristävä kerros, mutta tapahtuu, että et voi tehdä ilman täyttä kelausta. Kelattaessa on käytettävä edellisen osan lankaa, jolla on sama kierrosluku.
Ja jos pieni osoitin hitsausvirran? Nämä toimintahäiriöt liittyvät virransyöttöverkkojen jännitteen laskuun tai laitteeseen virtaa syöttävän säätimen rikkoutumiseen.
Jos hitsauskoneen virtaa ei säädetä, samanlainen ongelma ilmenee mekaanisen virransäädön toimintahäiriöstä.
Jokaisen mallin säätimillä on erilainen modifikaatio. Ongelmia esiintyy useimmiten säätimen ruuveissa, kiristyselementeissä, toisiokäämien epätasaisessa liikkeessä, jos kuristinkela on oikosulussa, sekä roskien tai vieraiden esineiden tunkeutumisessa.Tässä tapauksessa kotelo on poistettava ja on tarpeen suorittaa tutkimus kaikista ohjausmekanismeista.
Kaaren spontaani keskeytys ilman mahdollisuutta jatkaa työtä. Tällaisessa toimintahäiriössä kaaren sijaan ilmestyy vain kipinöitä. Tämä tapahtuu, jos korkeajännitekäämissä on vika, hitsauslankojen oikosulkusta, jos johtojen liitäntä laitteen liittimiin katkeaa.
Liikaa virtaa verkossa ilman kuormitusta. Tällainen ongelma voi johtua käämin kierrosten oikosulusta, joka voidaan poistaa palauttamalla eristys tai vaihtamalla käämi kokonaan hitsauskelassa.