
Yksityiskohtaisesti: MMA 250 -hitsausinvertterin itsekorjaus oikealta mestarilta sivustolle my.housecope.com.
Yhdiste:
pääoskillaattori - uc3846dw, tl082 ja 2 kpl. tl084i, buildup - ao4606, avaimet - gw45hf60wd, lähtötasasuuntaaja - stth60w03cw
He toivat sen ilman elonmerkkejä. Tarkastus paljasti kuolleen rullan jännitteellä 12 V (räjähti) ja 4N90C. Vaihdoin sen, laitoin sen päälle. Virtalähde +24, +12 ja -15, kaikki on vakaata, isännässä on saha, lähtö on äänetön. Tarkistan edelleen elementtien kuolleisuuden - diodit ovat elossa, en ole vielä tarkistanut avaimia, avaimenperässä on kaksi pientä huivia, joissa keskellä on 2 joko dinistoria tai zener-diodia. yleensä en löytänyt tietoja tyrnetistä. Merkinnät BM1238 ja BM1243. Ehkä joku osaa kertoa? Levyssä toinen puoli ei soi ollenkaan, toinen - ikään kuin kondensaattori olisi ladattu, ja sitten ääretön. Sen pitäisi olla?
Ei haittaisi saada häneltä kaavio, mutta en löydä mitään. Pari samanlaista löytyi, mutta vähän ei sitä. Jos on, niin jaa. Laite, jossa liittimet ovat pystyasennossa.
onko prosessoria? En maininnut sitä koostumuksessa, mutta en voi ymmärtää kuvista
Tarkista avaimet. Itse juotan jokaisen transistorin ja tarkistan sen.On vaikea löytää vikaa.
Radist morze, BMxxxx?Nämä ovat kaksisuuntaisia zener-diodeja IGBT-porteissa 15v jännitteellä, voit asettaa sekä 15v että 18v. Lataa tiedot SMAJxxxxx ja varmista. Kyllä, periaatteessa kaikki piirit, joissa on sellainen piirisarja kuin Gerrard Edon mma-250 on vahvistus tästä. numerointi on erilainen.
REKKA, mutta mistä prosessori tulee? Tämä ei ole 20-30 niittokone.
Irina Slava, kiitos kattavasta vastauksesta. Katselin jonkinlaista piiriä ja tulin myös siihen tulokseen, että nämä ovat zener-diodeja, vain siinä piirissä ne on kytketty käänteisesti sarjaan. Ja tiedän jo numeroinnista. Se johtuu vain siitä, että koostumus on hieman erilainen. Ilmeisesti tässä on 3846 ulkoisella virityksellä, ja tämä generaattori on päällä tl082. Sen jälkeen on 2 kpl tl084i ja sitten 3846. Ja siinä kaaviossa kaikki on tl084:ssä.
löysi rikkinäisen diodin. yksi tl082-vanteeseen sisältyvistä vastarinnakkaisista. Nyt etsin vanhaa ja korvaavaa.
| Video (klikkaa toistaaksesi). |
diodi oli puoliksi repeytyneessä tilassa, jos painat sitä anturilla alas niin soi. laudalla aluksi se myös soitti, sitten pysähtyi. Vaihdoin sen, mutta se ei auta.
Radist morze, verkossa on MMA ZX7-225 -malli, tässä se on. lähellä vaadittua tai ZX7200IGBT.
tämä järjestelmä sopii minun Dneprille, se on myös kolmikerroksinen. ja tämä on vieras." e-don ”yksittäislauta. No, kirjoitan edellä, että bajonettiliittimien pystysuora järjestely.
REKKA, mitä tekemistä näppäimillä on sen kanssa, kun ohjausimpulssit eivät tule mikrosta? numerossa 3846 on saha jalassa 8, impulssi jalassa 10 ja uloskäynti on kuollut.
muuten, luulin, että 3846 oli kuollut, vaihdettu - sama asia. tl082 myös vaihdettu, ei ole myöskään järkeä. Käytän tl084i:tä, mutta minulla ei ole niitä
tässä ZX-7-kaavio on samanlainen, mutta ei täysin identtinen yksityiskohdissa.
REKKA, aluksi ajattelin myös, että kuolleet avaimet voivat istuttaa impulssin, mutta silti mikroran ja avainten välissä on kenttätyöntekijöitä. Kyllä, ja juotin avaimet, vaikutus on sama. toisaalta rikkinäiset avaimet eivät lähetä impulssia. kenttätyöntekijöiden ja igbt:n välillä vallitsee transsi. Ei, jossain generaattorissa on ongelma.
Luulen, että ymmärrän sen. Räjähtänyt tynkä mikropiiri on todennäköisesti 15 volttia, ei 12. Minua hämmensi jonkun Internetin viesti, että opampissa voi olla vino virtalähde. Tarkastellessani useita kaavioita en nähnyt yhtäkään, jossa se olisi +12, -15 ja +24. Kaikkialla ruoka on +15, -15, +24. Minulla ei ole nyt 15 V rullia, minun on kytkettävä laboratorion virtalähteestä. Lopetan tilauksen tulosten perusteella. Ehkä myöhemmin, koska valot on sammutettu.
Kaverit, olin oikeassa! Vaihdoin rullan 12 15:een ja impulssit alkoivat käydä. Ja miksi kukaan ei oikaissut minua heti? kirjoitin alussa. Kokoan laitteen. Yritän kokata ja peruuttaa tilauksen.
Sparkler toimii, mutta mielipiteeni siitä on paska laite. Periaatteessa se ei voi antaa ilmoitettua 250 ampeerin virtaa, koska pareittain toimivat näppäimet ovat 45 ampeerissa. yhteensä jokainen olkapää on myös 45 ampeeria. Tietolomakkeessa sanotaan, että tämä on suurin virta.Oletetaan, että impulssitilassa se on kaksi kertaa enemmän, yhteensä 90 kumpikin varsi, mikä tarkoittaa 180 koko siltaa. Kysymys kuuluu, mistä 250 ampeerista voimme puhua? Kiinan laitteisto on Kiinan virta. Yritin keittää sen. "Dnipro MMA-200" kypsentää paremmin ja tuottaa enemmän virtaa. Tämä ei ole Dnipron mainos, tämä on vain vertailua varten. Tuomio - älä osta pukuja.
- silta pumppaa ensisijaisen. toissijaisessa - oma virta ja jännite. ja kierrosten lukumäärä toissijaisessa.
KRAB, anteeksi, minäkin tajusin sen eilen illalla. Tulin tänne korjaamaan viestiä, ja tässä on uusi postaus 🙂 Ohitettu!
mutta kaikesta huolimatta kolmikerroksiset rakennukset ovat mielestäni parempia.
Laitan 110 ampeeria edoniin, keitän profiiliputken. Paska sauma. Lyön vetoa omasta puolestani - täysin eri asia. Yleensä keitän sen laitteellani 75-100 ampeerilla sauman paikasta riippuen. Ja edon 110. "hyllyllä" ei lämpene, mutta en puhu kylkiluusta ollenkaan.
Voit tietysti kirjoittaa kaiken pois edonin säätimen epälineaarisesta riippuvuudesta. Omassani on digitaalinen vaaka, joten en välitä säätimen asennosta ja sen epälineaaristen ominaisuuksien ja rungon merkintöjen välisestä erosta. Vaikka asteikko voi myös olla asetettu väärin, jos joku on kellonnut sen.
Joten "Dnipro mma-200" on 100% kiinalainen laite, älä katso nimeä, 
Jos haluat jo puhtaasti alkuperäisen invertterin, ota Paton, tämä on ukrainalainen kokoonpano
tynalex, Ukrainan kokoonpano ei ota nyt melkein mitään, he eivät tuo niitä meille. ja ensimmäisen linkkisi mukaan - amerikkalainen iPhone on myös valmistettu Kiinassa. Keltasarvituotanto on halvempaa. Norjalaiset nuotta-alukset vievät pyydetyt kalat Kiinaan jalostettaviksi, jonka jälkeen valmiit tuotteet kuljetetaan Norjaan. Arvioi kuinka monta miestyötuntia miehistö puhaltaa, kuinka paljon polttoainetta, mutta se tulee silti heille halvemmaksi, koska kalanjalostus on Norjassa erittäin kallista. Halusin joskus tehdä itselleni kimpun, mutta yksityiskohtien suhteen siitä tuli noin kaksi tuhatta grivnaa, enkä ottanut sitä huomioon, mutta en yksinkertaisesti löytänyt jotain enkä tiennyt hintoja. Ja se on vielä tehtävä. Tämän seurauksena hän sekaisi ympäriinsä ja osti itselleen tehtaan, matkalaukussa, ja näyttää siltä, että vielä 970 grivnalla. Toimituskulut näyttävät olevan 1040. Ja ne on jo keitetty-ylikeitetty. äskettäin tarttumattomuus lakkasi toimimasta, mutta se on toinen aihe. Ja ylipäätään tämä aihe on suljettu jo kaksi päivää, emme heitä tulvaa.
Nämä laitteet ovat olleet tiedossa pitkään ja niille on olemassa 1:1-malleja (minulla on ollut kansiossa pitkään 
) - jo asetettu. hae sanoilla "kiinalainen minisilta".
Kerro millainen pribluda transistorina tässä kuvassa on ja mikä sen merkintä on?
sp700, ja tässä hieman ylempänä oli linkki kaavioon. Huututtaa, mutta transistori on transistori.
Hei, sivuston lukijat, olen lukenut täällä paljon erilaisten CA:iden korjaamisesta, ja nyt haluan jakaa kokemukseni itse. He toivat sillä viikolla korjattavaksi hitsausinvertterin kaarihitsausta varten "Hero of MMA MINI-250".
Laite on valmistettu IGBT-tekniikalla tai (puolisilta).
Omistajan valituksen kanssa, että elektrodi takertuu eikä halua hitsata. Verkkoon kytkemisen jälkeen
ja yritettiin hitsata osa, mikään ei toiminut. Ja hitsausvirran vaihtamisen jälkeen suuremmalle hitsaus alkoi savuta ja kuului sähköinen särö. Omistaja kertoi, että häiriön syynä oli väärä hitsausvirran valinta elektrodille.
Huomio: kaikki hitsausinvertterin korjaus- ja kunnostustyöt suoritetaan omalla vastuullasi ja riskilläsi.
Purkamisen jälkeen päätettiin ruuvata irti ja tarkistaa virtalähde.
Löytyi palanut 150 ohmin 10 W vastus.
100V 35A diodisilta ja 24 35A rele osoittautuivat toimivaksi.
Ja virtalähteestä löytyi turvonnut 470 μF x 450 V kondensaattori, joka vaihdettiin.
Seuraavaksi tarkistamme ylälevyn.
- Virtanäppäimen ohjain. (kaikki, mikä tässä huivissa on mahdollista, tarkistetaan, vastuksen tulee olla enintään 10 ohmia).
- Virtanäppäimet.
- Virtalähde 24 V. (K2611-transistori tai sen analogi ja sen runkosarja on tarkastettu, katso kuva).
- Master generaattori. (kaikki kenttätransistorit tarkistetaan, voit tarkistaa kytkemällä hitsauksen päälle, kun generaattorin pitäisi vinkua, kun kytket päälle ja pois päältä).
IRG4PC50UD-avaimet tai niiden analogit asennetaan tähän. Kun yleismittari on dioditestitilassa, sinun on soitettava transistorin "E" ja "C" jalat yhteen suuntaan niiden pitäisi soida, ja toiseen suuntaan niiden ei pitäisi soia, transistori on purettava ( sulje kaikki jalat).Jaloissa “G” ja “E” vastuksen tulee olla ääretön napaisuudesta riippumatta.
Seuraavaksi sinun on käytettävä jalkaan "G" - "+" ja "E" "-" 12 voltin tasavirta. ja soita jalat "C" ja "E", niiden pitäisi soida. Seuraavaksi sinun on poistettava lataus transistorista (sulje jalat). Jalkojen “C” ja “E” vastuksen tulee olla ääretön. Jos kaikki nämä ehdot täyttyvät, transistori toimii, joten sinun on tarkistettava kaikki transistorit.
Diodit rikkoutuvat hyvin harvoin, mutta jos yksi rikkoutuu, se rikkoo itsensä jälkeen kaikki muut. Tässä on likimääräinen kaavio tästä MMA-250-hitsauksesta (ei täydellinen). Kun kaikki vialliset osat on vaihdettu, kokoamme hitsauskoneen päinvastaisessa järjestyksessä ja tarkistamme sen toimivuuden. Artikkelin kirjoittaja 4ei3

Yksinkertaisimman hitsauskoneen pääelementti on muuntaja, joka toimii 50 Hz:n taajuudella ja jonka teho on useita kW. Siksi sen paino on kymmeniä kiloja, mikä ei ole kovin kätevää.
Tehokkaiden suurjännitetransistorien ja diodien myötä hitsausinvertterit... Niiden tärkeimmät edut: pienet mitat, tasainen hitsausvirran säätö, ylikuormitussuoja. Jopa 250 ampeerin virralla olevan hitsausinvertterin paino on vain muutama kilo.
Toimintaperiaate hitsausinvertteri selviää seuraavasta lohkokaaviosta:
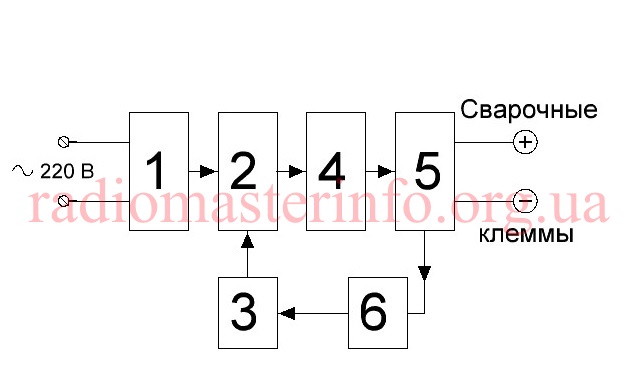
Muuntajattomaan tasasuuntaajaan ja suodattimeen (1) syötetään 220 V:n vaihtojännite, joka muodostaa 310 V:n vakiojännitteen. Tämä jännite syöttää voimakasta lähtöastetta (2). Tämän tehokkaan pääteasteen tuloon syötetään pulsseja taajuudella 40-70 kHz generaattorista (3). Vahvistetut pulssit syötetään pulssimuuntajaan (4) ja sitten tehokkaaseen tasasuuntaajaan (5), johon hitsausliittimet on kytketty. Ohjaus- ja ylikuormitussuojayksikkö (6) säätelee hitsausvirtaa ja suojaa.
Koska invertteri toimii 40-70 kHz ja sitä korkeammilla taajuuksilla, ei 50 Hz taajuudella, kuten perinteinen hitsaaja, sen pulssimuuntajan mitat ja paino ovat kymmenen kertaa pienemmät kuin perinteisellä 50 Hz hitsausmuuntajalla. Ja elektronisen ohjauspiirin ansiosta voit säätää hitsausvirtaa sujuvasti ja tarjota tehokkaan ylikuormitussuojan.
Katsotaanpa konkreettista esimerkkiä.
Invertteri lopetti ruoanlaiton. Tuuletin on käynnissä, merkkivalo palaa, eikä kaari tule näkyviin.
Tämän tyyppinen invertteri on melko yleinen. Tätä mallia kutsutaan nimellä "Gerrard MMA 200»
Onnistuimme löytämään MMA 250 -invertterin piirin, joka osoittautui hyvin samankaltaiseksi ja auttoi merkittävästi korjauksessa. Sen tärkein ero haluttuun malliin MMA 200:
- Pääteasteessa on 3 rinnakkain kytkettyä kenttätransistoria ja MMA 200 - 2:lla.
- Lähtöpulssimuuntaja 3 ja at MMA 200 - vain 2.
Muu osa kaavasta on identtinen.
Artikkelin alussa on kuvaus hitsausinvertterin rakennekaaviosta. Tästä kuvauksesta käy selvästi ilmi hitsausinvertteri, tämä on tehokas kytkentävirtalähde, jonka avoimen piirin jännite on noin 55 V, joka on välttämätön hitsauskaaren syntymiselle, sekä säädettävä hitsausvirta, tässä tapauksessa jopa 200 A. Pulssigeneraattori on tehty SG3525AN-tyyppiselle U2-mikropiirille, jossa on kaksi lähtöä seuraavien vahvistimien ohjaamiseen. Itse generaattoria U2 ohjataan CA 3140 -tyyppisellä operaatiovahvistimella U1, joka säätelee generaattoripulssien toimintajaksoa ja siten etupaneeliin tuodun virransäätövastuksen asettamaa lähtövirran arvoa.
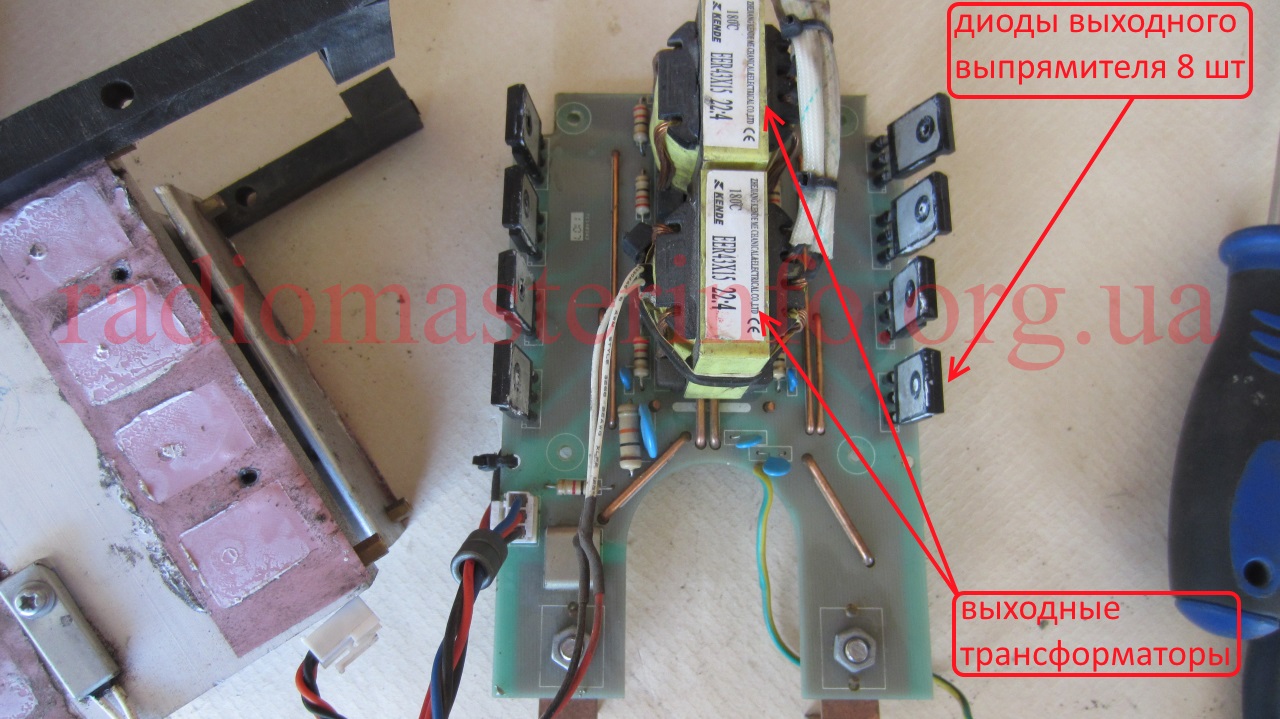
Generaattorin lähdöstä pulssit syötetään esivahvistimeen, joka koostuu bipolaarisista transistoreista Q6 - Q9 ja kenttätyöntekijöistä Q22 - Q24, jotka toimivat muuntajalla T3. Tässä muuntajassa on 4 lähtökäämiä, jotka muodostajien kautta syöttävät pulsseja 4:lle siltapiiriin kootun pääteasteen haaralle.Kummassakin olkapäässä on kaksi tai kolme voimakasta kenttätyöntekijää rinnakkain. MMA 200 -järjestelmässä - kaksi kutakin, MMA - 250 -järjestelmässä - kolme kustakin. Minun tapauksessani MMA-200:ssa on kaksi K2837 (2SK2837) -tyyppistä kenttätransistoria.
Pääteasteesta voimakkaat pulssit syötetään tasasuuntaajalle muuntajien T5, T6 kautta. Tasasuuntaaja koostuu kahdesta (MMA 200) tai kolme (MMA 250) täyden aallon keskipisteen tasasuuntaajapiiriä. Niiden lähdöt on kytketty rinnan.
Takaisinkytkentäsignaali syötetään tasasuuntaajan lähdöstä liittimien X35 ja X26 kautta.
Myös takaisinkytkentäsignaali lähtöasteelta virtamuuntajan T1 kautta syötetään ylikuormitussuojapiiriin, joka on tehty tyristoriin Q3 ja transistoreihin Q4 ja Q5.
Pääteaste saa virtaa verkkojännitteen tasasuuntaajalta, joka on koottu VD70-diodisillalle, C77-C79 kondensaattoreilla ja muodostaa 310 V:n jännitteen.
Pienjännitepiirien syöttämiseen käytetään erillistä kytkentävirtalähdettä, joka on tehty transistoreille Q25, Q26 ja muuntajalle T2. Tämä teholähde tuottaa +25 V jännitteen, josta muodostuu lisäksi +12 V U10:n kautta.
Palataan remonttiin. Kotelon avaamisen jälkeen silmämääräinen tarkastus paljasti palaneen kondensaattorin 4,7 μF 250 V jännitteellä.
Tämä on yksi kondensaattoreista, jonka kautta lähtömuuntajat on kytketty kenttätyöntekijöiden pääteasteeseen.
Kondensaattori on vaihdettu ja invertteri toimii. Kaikki jännitteet ovat normaaleja. Muutaman päivän kuluttua invertteri lakkasi toimimasta uudelleen.
Yksityiskohtainen tutkimus paljasti kaksi rikki vastusta lähtötransistorien hilapiirissä. Niiden nimellisarvo on 6,8 ohmia, itse asiassa ne ovat kalliolla.
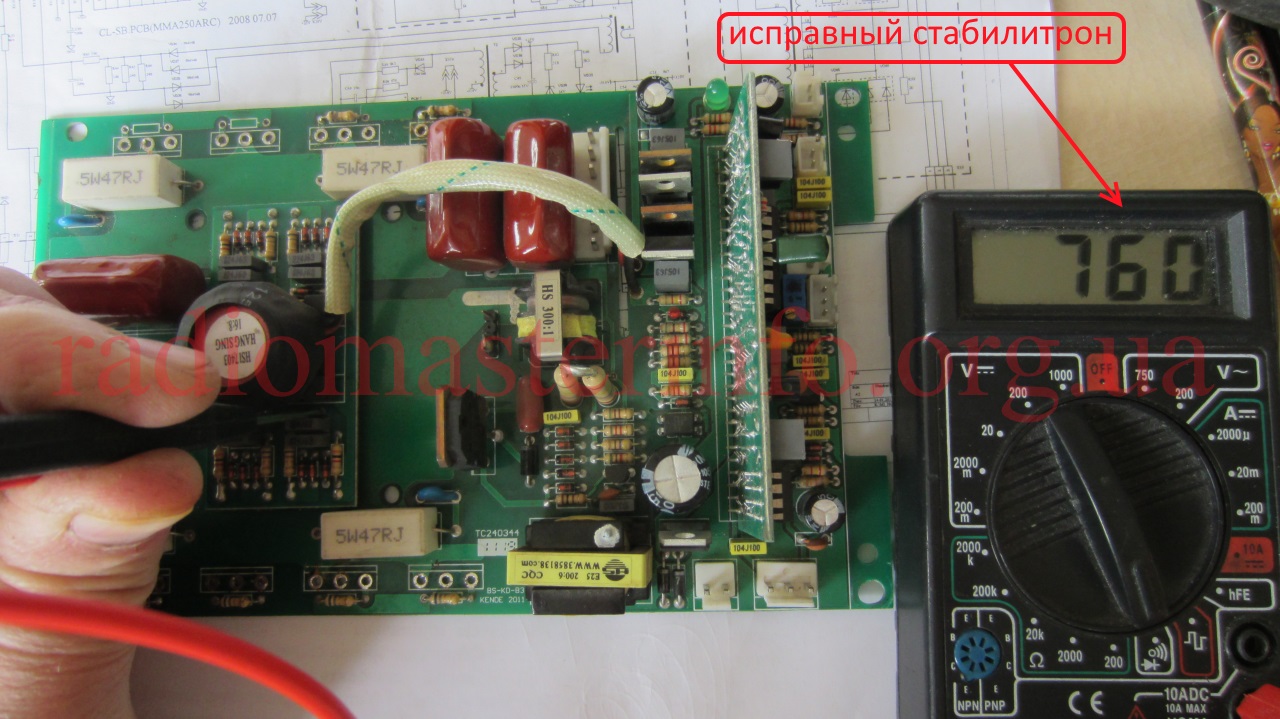
Kaikki kahdeksan lähtökenttätransistoria testattiin. Kuten edellä mainittiin, niitä on kaksi kummassakin olkapäässä. Kaksi olkapää, ts. neljä kenttätyöntekijää, epäkunnossa, heidän johdot ovat oikosulussa. Tällaisella vialla korkea jännite tyhjennyspiireistä tulee hilapiireihin. Siksi tulopiirit testattiin. Sieltä löytyi myös viallisia elementtejä. Tämä on zener-diodi ja diodi pulssinmuotoilupiirissä lähtötransistorien tuloissa.

Tarkastus suoritettiin ilman osien juottamista vertaamalla kaikkien neljän pulssinmuotoilijan samojen pisteiden välisiä resistanssia.
Myös kaikki muut piirit testattiin lähtöliittimiin asti.
Viikonlopun kenttätyöntekijöitä tarkasteltaessa ne kaikki juotettiin. Vialliset, kuten edellä mainittiin, osoittautuivat 4:ksi.
Ensimmäinen käynnistys tehtiin ilman tehokkaita kenttätransistoreja. Tällä kytkennällä tarkistettiin kaikkien virtalähteiden 310 V, 25 V, 12 V käytettävyys. Ne ovat normaaleja.
Kaavion jännitteen testauspisteet:

Kortilla olevan 25 V jännitteen tarkistaminen:
12V jännitteen tarkistaminen levyltä:
Sen jälkeen tarkastettiin pulssit pulssigeneraattorin lähdöistä ja muotoilijoiden lähdöistä.
Pulssit muotoilijoiden lähdössä voimakkaiden kenttätransistorien edessä:

Sitten kaikki tasasuuntaajan diodit tarkastettiin vuotojen varalta. Koska ne on kytketty rinnan ja lähtöön on kytketty vastus, vuotovastus oli noin 10 kΩ. Kun jokaista yksittäistä diodia tarkistetaan, vuoto on yli 1 mΩ.
Lisäksi päätettiin koota lähtöaste neljälle kenttätransistorille sijoittamalla ei kaksi, vaan yksi transistori kumpaankin varteen. Ensinnäkin lähtötransistoreiden vikaantumisriski, vaikka se minimoidaan tarkistamalla kaikki muut piirit ja virtalähteiden toiminta, säilyy tällaisen toimintahäiriön jälkeen. Lisäksi voidaan olettaa, että jos varressa on kaksi transistoria, lähtövirta on jopa 200 A (MMA 200), jos transistoria on kolme, lähtövirta on enintään 250 A, ja jos kussakin on yksi transistori, virta voi hyvinkin olla 80 A. Tämä tarkoittaa, että kun asennat yhden transistorin olkapäähän, voit kokata elektrodit 2 mm asti.

Ensimmäinen ohjaus lyhytaikainen päällekytkentä päätettiin tehdä XX-tilassa 2,2 kW:n kattilan kautta.Näin voidaan minimoida onnettomuuden seuraukset, jos jokin toimintahäiriö kuitenkin jää huomaamatta. Tässä tapauksessa napojen jännite mitattiin:

Kaikki toimii hyvin. Vain takaisinkytkentä- ja suojapiirejä ei testattu. Mutta näiden piirien signaalit näkyvät vain, kun lähtövirta on merkittävä.
Koska päällekytkentä oli normaali, lähtöjännite on myös normaalialueella, irrotamme sarjaan kytketyn kattilan ja käynnistämme hitsauksen suoraan verkkoon. Tarkista lähtöjännite uudelleen. Se on hieman korkeampi ja 55 V sisällä. Tämä on aivan normaalia.
Yritämme kypsentää lyhyen aikaa tarkkailemalla takaisinkytkentäpiirin toimintaa. Takaisinkytkentäpiirin toiminnan tulos on muutos generaattoripulssien kestossa, jota tarkkailemme lähtöasteiden transistorien tuloissa.
Kun kuormitusvirta muuttuu, ne muuttuvat. Tämä tarkoittaa, että piiri toimii oikein.

Ja tässä ovat pulssit hitsauskaaren läsnä ollessa. Voidaan nähdä, että niiden kesto on muuttunut:

Puuttuvat lähtötransistorit voidaan ostaa ja vaihtaa.
Artikkelin materiaali on kopioitu videolle:
Invertterihitsauskoneet ovat saamassa yhä enemmän suosiota hitsaajamestarien keskuudessa kompaktin kokonsa, keveytensä ja kohtuullisten hintojensa ansiosta. Kuten kaikki muut laitteet, nämä laitteet voivat epäonnistua virheellisen toiminnan tai suunnitteluvirheiden vuoksi. Joissain tapauksissa invertterihitsauskoneiden korjaus voidaan suorittaa itsenäisesti tarkastelemalla invertterilaitetta, mutta on vikoja, jotka korjataan vain huoltokeskuksessa.
Hitsausinvertterit toimivat malleista riippuen sekä kodin sähköverkosta (220 V) että kolmivaiheisesta (380 V). Ainoa asia, joka tulee ottaa huomioon kytkettäessä laitetta kotiverkkoon, on sen virrankulutus. Jos se ylittää johdotuksen ominaisuudet, yksikkö ei toimi roikkuvan verkon kanssa.
Joten seuraavat päämoduulit sisältyvät invertterihitsauskoneen laitteeseen.
Kuten diodit, myös transistorit asennetaan lämpöpatteriin, jotta lämpö poistuu niistä paremmin. Transistoriyksikön suojaamiseksi jännitepiikkeiltä sen eteen on asennettu RC-suodatin.
Alla on kaavio, joka osoittaa selvästi hitsausinvertterin toimintaperiaatteen.
Joten tämän hitsauskoneen moduulin toimintaperiaate on seuraava. Invertterin ensisijainen tasasuuntaaja saa jännitteen kodin sähköverkosta tai generaattoreista, bensiinistä tai dieselistä. Tuleva virta on vaihtovirtaa, mutta kulkee diodilohkon läpi, muuttuu pysyväksi... Tasasuunnattu virta syötetään invertteriin, jossa se muunnetaan takaisin vaihtovirraksi, mutta muuttuneilla taajuusominaisuuksilla, eli siitä tulee korkeataajuista. Lisäksi muuntaja alentaa suurtaajuista jännitettä 60-70 V:iin samalla kun virran voimakkuus kasvaa. Seuraavassa vaiheessa virta tulee jälleen tasasuuntaajaan, jossa se muunnetaan tasavirraksi, minkä jälkeen se syötetään yksikön lähtöliittimiin. Kaikki nykyiset konversiot ohjataan mikroprosessoriohjausyksiköllä.
Nykyaikaiset invertterit, erityisesti IGBT-moduuliin perustuvat, ovat melko vaativia toimintasäännöille. Tämä selittyy sillä, että kun yksikkö on toiminnassa, sen sisäiset moduulit luovuttaa paljon lämpöä... Vaikka tehoyksiköiden ja elektroniikkalevyjen lämmön poistamiseen käytetään sekä pattereita että tuuletinta, nämä toimenpiteet eivät toisinaan riitä, etenkään edullisissa yksiköissä. Siksi sinun on noudatettava tiukasti laitteen ohjeissa ilmoitettuja sääntöjä, mikä tarkoittaa asennuksen säännöllistä sammuttamista jäähdytystä varten.
Tätä sääntöä kutsutaan yleensä "käyttöjaksoksi" (Duty Cycle), joka mitataan prosentteina.Ilman PV:tä havaitsematta laitteen pääkomponenttien ylikuumeneminen tapahtuu ja niiden vika ilmenee. Jos näin tapahtuu uuden laitteen kanssa, tämä vika ei kuulu takuukorjauksen piiriin.
Myös jos invertterihitsauskone toimii pölyisissä huoneissa, pöly laskeutuu pattereihinsa ja häiritsee normaalia lämmönsiirtoa, mikä johtaa väistämättä ylikuumenemiseen ja sähkökomponenttien rikkoutumiseen. Jos on mahdotonta päästä eroon ilmassa olevasta pölystä, on invertterin kotelo avattava useammin ja puhdistettava kaikki laitteen komponentit kertyneestä lialta.
Mutta useimmiten invertterit epäonnistuvat, kun ne työskennellä matalissa lämpötiloissa. Häiriöt johtuvat kondenssiveden ilmaantumisesta lämmitetylle ohjauskortille, minkä seurauksena tämän elektroniikkamoduulin osien välillä tapahtuu oikosulku.
Taajuusmuuttajien erottuva piirre on elektronisen ohjauskortin läsnäolo, joten vain pätevä asiantuntija voi diagnosoida ja poistaa tämän laitteen toimintahäiriön.... Lisäksi diodisillat, transistorilohkot, muuntajat ja muut laitteen sähköpiirin osat voivat epäonnistua. Diagnostiikan suorittamiseksi omin käsin sinulla on oltava tietyt tiedot ja taidot työskennellä mittauslaitteiden, kuten oskilloskoopin ja yleismittarin, kanssa.
Yllä olevasta käy selväksi, että ilman tarvittavia taitoja ja tietoja ei ole suositeltavaa aloittaa laitteen, erityisesti elektroniikan, korjaamista. Muuten se voidaan poistaa kokonaan käytöstä, ja hitsausinvertterin korjaaminen maksaa puolet uuden yksikön hinnasta.
Kuten jo mainittiin, invertterit epäonnistuvat ulkoisten tekijöiden vuoksi, jotka vaikuttavat laitteen "tärkeisiin" yksiköihin. Myös hitsausinvertterin toimintahäiriöt voivat johtua laitteen virheellisestä toiminnasta tai virheistä sen asetuksissa. Yleisimmät häiriöt tai keskeytykset invertterin toiminnassa ovat seuraavat.
Hyvin usein tämä hajoaminen johtuu viallinen verkkokaapeli laitteet. Siksi sinun on ensin poistettava kansi laitteesta ja rengastettava jokainen kaapelin johto testerillä. Mutta jos kaikki on kunnossa kaapelin kanssa, tarvitaan invertterin vakavampi diagnostiikka. Ehkä ongelma piilee laitteen valmiustilan virtalähteessä. Tässä videossa esitetään "työhuoneen" korjaustekniikka Resant-merkkisen invertterin esimerkillä.
Tämä toimintahäiriö voi johtua väärästä ampeerin asetuksesta tietylle elektrodin halkaisijalle.
Kannattaa myös harkita ja hitsausnopeus... Mitä pienempi se on, sitä pienempi virta-arvo on asetettava yksikön ohjauspaneelista. Lisäksi voit käyttää alla olevaa taulukkoa sovittaaksesi virranvoimakkuuden lisäaineen halkaisijaan.
Jos hitsausvirtaa ei säädetä, syy voi olla säätimen rikkoutuminen tai siihen kytkettyjen johtojen koskettimien rikkominen. On tarpeen poistaa yksikön kansi ja tarkistaa johtimien kytkennän luotettavuus ja tarvittaessa rengastaa säädin yleismittarilla. Jos kaikki on kunnossa hänen kanssaan, tämä rikkoutuminen voi johtua kelan oikosulusta tai toisiomuuntajan toimintahäiriöstä, joka on tarkistettava yleismittarilla. Jos näissä moduuleissa havaitaan toimintahäiriö, ne on vaihdettava tai kelattava uudelleen asiantuntijalle.
Liiallinen virrankulutus, vaikka laitetta ei ole ladattu, aiheuttaa useimmiten käännös käännökseen sulkeminen yhdessä muuntajista. Tässä tapauksessa et voi korjata niitä itse. Muuntaja on vietävä isännälle takaisinkelausta varten.
Tämä tapahtuu, jos jännite putoaa verkossa... Päästäksesi eroon elektrodin tarttumisesta hitsattaviin osiin, sinun on valittava ja asetettava oikein hitsaustila (laitteen ohjeiden mukaan). Myös verkon jännite voi laskea, jos laite liitetään jatkojohtoon, jonka johdin poikkileikkaus on pieni (alle 2,5 mm 2).
Ei ole harvinaista, että jännitehäviö saa elektrodin tarttumaan, kun käytetään liian pitkää jatkojohtoa. Tässä tapauksessa ongelma ratkaistaan kytkemällä invertteri generaattoriin.












