Tarkemmin: tee-se-itse-auraosakorjaus oikealta mestarilta sivustolle my.housecope.com.
Auran pääasialliset työosat (kuva 123) ovat runko, joka koostuu osasta 6, terästä 1, peltolaudasta 7 ja hyllystä 2, veto 3, kuorintakoneesta 5, veitsestä 4 ja maaperästä. ruoppausosuus 8.
Auran varren tylsyys sekä terän, keruimen, veitsen tai peltolaudan kuluminen tai muodonmuutos lisää auran vetovastusta, johtaa liialliseen polttoaineenkulutukseen, huonontaa sauman vaihtuvuuden laatua, murenemista ja auran vaurioitumista. kasvitähteet.
Riisi. 123. Runkoon asennettu auran työkappaleet
Auroissa käytetään kahta tyyppiä auran terää:
puolisuunnikkaan muotoinen - suoralla leikkuureunalla (kuva 124, a) ja talttalla - paksunnetulla ja alaspäin kaarevalla varpaalla (kuva 124, b).
Auranterät on valmistettu kestävästä ja kulutusta kestävästä teräslaadusta L65 ja lämpökäsitelty lisäämään kulutuskestävyyttä. Työolot maaperässä ovat kuitenkin niin vaikeat, että auranterät kuluvat nopeasti. Kun auranvarsi on kulunut, terä himmenee ja nokan muoto muuttuu. Kuvassa 125 poikkiviivaa merkitsevät kuluneiden puolisuunnikkaan ja taltan muotoisten terien reunat. Kun terä himmenee, sen paksuus kasvaa ja sen kääntöpuolelle muodostuu faoca (pään takaosa). Kun vanteet ovat kuluneet, auran suorituskyky heikkenee, eli auran terät menettävät kykynsä mennä syvälle maaperään ja auran vakaus häiriintyy. Aura on korjattava, kun sen leveys pienenee 10 mm verrattuna uuden puolisuunnikkaan muotoisen terän leveyteen tai kun nokan pituus pienenee 25 mm verrattuna uuden talttaosan nokan pituuteen.
| Video (klikkaa toistaaksesi). |
Auran vanteiden korjaus rajoittuu terän sisäänvetoon, teroittamiseen ja lämpökäsittelyyn. Vantaiden korjaus tehdään niiden koon ja muodon palauttamiseksi sekä kestävyyden lisäämiseksi.
Auran osassa on paksuus - metallivarasto, jota kutsutaan "varastoksi". Korjattaessa kulunutta auranvartta sen muotoa kunnostetaan seppämies "kaupan" metallivaraston kustannuksella. Auranveto tapahtuu käsin, yleensä useissa lämpeissä, koska seppä ei ehdi vetää irti koko auranterää yhdellä lämmityksellä. Käsin vedettäessä on välttämätöntä aina pyrkiä vähentämään lämmitystä, koska toistuvassa lämmityksessä metallin palaminen on mahdollista.
Vivun tai muun mekaanisen taontavasaran terän haittapuoli tehdään yleensä kahdessa vaiheessa. Tässä tapauksessa osakkeen lämmitettävän osan pituuden tulee joka kerta hieman ylittää puolet osakkeesta.
Lämpöhäviön vähentämiseksi ja hiilen palamisen estämiseksi metallin pintakerroksesta lämmitetään osuuden osa tuoreella hiilellä.
Kuluneen osan taontakappale valmistetaan seuraavassa järjestyksessä. Auran terä asetetaan tasaisesti takomoon siten, että se lämpenee terän sivulta 60-80 mm leveyteen; loppuosa, joka ei vaadi lämmitystä, on peitetty tuoreella hiilellä. Pikavetoa varten olevaa osaa on tarpeen lämmittää aluksi hitaasti, kunnes
luminesenssi, eli jopa 500-600 °. Osaa on mahdotonta lämmittää suoraan taontalämpötilaan halkeamien syntymisen välttämiseksi. Heti kun auran terä kuumennetaan 500-600°:een, kuumennusnopeutta nostetaan ja lämpötila nostetaan 850-1200°:een (vaaleanpunaiseen ja oranssiin lämpöväreihin asti).
Riisi. 124. Auranterät: a - puolisuunnikkaan muotoinen, b - taltta
Riisi. 125. Kuluneiden vanteiden muoto: a - puolisuunnikkaan muotoinen, b - taltta
Lämmitetty auranterä otetaan pois takomosta, asetetaan etupuoli alasimelle ja takapuolelta metallivarasto hajotetaan "kaupasta" usein seisontajarrun tai vasaran iskuilla.Teräslaadusta L65 valmistettua auran terää voidaan vetää (takoa) vain yli 800 °C:n lämpötiloissa. Piirustus lopetetaan, kun auran terä jäähtyy alle 800 °:een (kirsikanpunaisella lämmöllä), ja sitä jatketaan uudelleenlämmityksen jälkeen. Auran vedetty osa silitetään alasimella lastalla koko leikkuuosan pituudelta siten, että terän paksuus on 1-2 mm, minkä jälkeen vasaran iskuista muodostuneet epätasaisuudet poistetaan.
Vetäessä auran muoto ja koko tarkistetaan mallista (kuva 121, a). Vedetyn osuuden osalta sallitaan kokopoikkeamat uutta vastaan: pituus ± 15 mm, leveys + 4 mm.
Auran terä kiristetään vedon ja silityksen jälkeen vielä lämmitetyssä tilassa lukkosepänpuristimeen ja sen terä teroitetaan viilalla. Sitten jäähtynyt auran terä teroitetaan etupuolelta teollisuusbensiinin teroittimella. Teroituksen jälkeen terän reunan leveys saa olla enintään 5-6 mm ja terän paksuus 0,5-1 mm. Jakoterää ei saa teroittaa ohuemmaksi kuin 0,3 mm, muuten se kuluu nopeasti käytön aikana.
Vedetyn osan lämpökäsittely koostuu karkaisusta ja karkaisusta. Karkaisun aikana vanteet kuumenevat terää pitkin noin kolmanneksella sen leveydestä. Uunissa lämmittämisen lämpötilaan 780-820 ° tulisi olla tasaista (vaalea kirsikanpunainen lämpö). Lämmitetty auranterä jäähdytetään nopeasti vesihauteessa. Sammutushauteen veden lämpötilan tulee olla 30-40 °. Auran terä lasketaan kylpyyn selkä alaspäin. Jos terä upotetaan kovetuskylpyyn terällä, se voi halkeilla. Älä laske auranvartta tasaiseksi, koska tällöin se yleensä vääntyy. Auran terää pidetään sammutushauteessa, kunnes vesi lakkaa kiehumasta, minkä jälkeen se otetaan pois kylvystä ja jäähdytetään hitaasti ilmassa.
Kun talttaosa on kovettunut, terään saattaa ilmestyä halkeamia. Tämän välttämiseksi on välttämätöntä esijäähdyttää lämmitetyn auranterän kärjen ja terän siirtymäkohtaa levittämällä sitä 2-3 sekunnin ajan. märällä rievulla, vasta sen jälkeen auran terä lasketaan nopeasti kovetuskylpyyn.
Karkaisun aikana tapahtuvan auranvarren haurauden vähentämiseksi se karkaistaan. Tätä varten auran terä lämmitetään uudelleen 350 °:een (värjäytyy harmaaksi) ja jäähdytetään sitten hitaasti ilmassa.
Karkaisun aikana auran terä usein vääntyy. Vääntynyt auranvarsi hallitsee alasimen yli vasaran iskuilla. Osakkeen iskut tulee antaa varovasti, ei kovasti.
Osakkeen karkaistun osan kovuus tarkistetaan henkilökohtaisella tiedostolla. Viila ei saa jättää jälkiä jaon kovettuun osaan.
RTS-korjaamoissa auranterät hitsataan korjauksen aikana korkealaatuisilla elektrodeilla tai V-9-kovaseospanoksella. Tämä auranterän korjausmenetelmä lisää niiden kestävyyttä. Auran vanteiden kulutuskestävyyden kasvu saavutetaan myös karkaisemalla niiden ulkokerros suurtaajuisilla virroilla.
Patentin RU 2344913 haltijat:
Keksintö koskee maataloustekniikkaa, erityisesti menetelmiä vanteiden entisöimiseksi, ja sitä voidaan käyttää kunnostukseen maatalouskoneiden auran vanteiden karkaisulla. Menetelmä koostuu siitä, että terän pintaan tehdään ura, ura täytetään juotteella, juotteeseen asennetaan kermettilevyt, ylimääräinen kerros juotetta ja juokstetta levitetään levyjen risteykseen. uran pystysuoraan reunaan. Sitten levyjä kuumennetaan, kunnes juote sulaa ja auran terä levyineen lämpöä eristävässä keräilijässä jäähdytetään huoneenlämpötilaan nopeudella 4 ° C / min. Tässä tapauksessa juotteena käytetään L63-laatuista juotetta ja juoksutena FK-250-juotetta. Levyt lämmitetään polttimen vety-happiliekillä kaasuseoksen paineella 0,5 MPa ja etäisyydellä polttimen suuttimen ulostulosta levyn pintaan - 50 mm. Tekninen tulos on kermettilevyjen tartuntavoiman lisääminen auran osuudella. 1 välilehti.
Keksintö koskee maataloustekniikkaa, pääasiassa maanmuokkauskoneita, ja sitä voidaan käyttää maatalouskoneiden auran vanteiden entisöimiseen ja vahvistamiseen.
Tunnetaan menetelmä maanmuokkaustyökalujen työkappaleiden kulutusta kestävien terien saamiseksi vahvistamalla niiden teriä, mikä koostuu siitä, että terien itseteroittumiseen johtavan aaltoilun muodostamiseksi asetetaan kovempaa metallia. terien sileälle pinnalle ajoittain ja yhdensuuntaisesti leikkuureunan kanssa, minkä jälkeen pinnoitusvyöhykettä rajoitetaan (katso AS USSR nro 461721, luokka А01В 15/04, julkaisu 1975).
Tätä menetelmää käytettäessä sahalla on kuitenkin suhteellisen alhainen kulutuskestävyys, koska sateen sulamaton osa kuluu paljon nopeammin kuin hitsatut alueet, minkä seurauksena hitsattava kova seos paljastuu ja murenee, mikä heikentää osakkeen itseteroittumisen edellytyksiä.
Tekniseltä olemukseltaan ja saavutetulta tulokselta lähinnä ehdotettua menetelmää on menetelmä auran osien entisöimiseksi levittämällä kovia metalliseoksia niiden leikkuurungoille. Sen olemus on seuraava: auran ja kultivaattorin tassujen käyttöiän pidentämiseksi kovien metalliseosten levitys niiden leikkuurungoille suoritetaan kahdessa vaiheessa: ensimmäinen on teräsvuorauksen hitsaus kuluneen nokan päälle, jota seuraa. pinnoittamalla se kovalla metalliseoksella; toisessa vaiheessa, välikäytön jälkeen, kulunut vedetään leikkuukappaleiden terän suorasta osasta ja sen jälkeisestä kovapinnasta (katso AS USSR nro 241959, luokka А01В 15/04 , julkaisu 1969).
Tällä menetelmällä entisöityjen vanteiden työpinnoilla on kuitenkin alhainen adheesiolujuus kovametallin ja perusmetallin välillä, minkä seurauksena kunnostetut aurat ovat lyhytikäisiä käytön aikana.
Keksinnön tavoitteena on lisätä sintrattujen levyjen murtovoimaa ja sen seurauksena tartuntavoimaa auran kanssa sekä vähentää sintrattujen levyjen kulutusta ja lisätä kyntötehoa nostamalla työnopeutta. aurausyksiköstä.
Tehtävä saavutetaan sillä, että tunnetussa auranterän restaurointimenetelmässä auran terän pintaan tehdään ura, ura täytetään juotteella, juotteeseen asennetaan kermettilevyt, lisäkerros juotetta ja juokstetta. levitetään levyjen liitoskohtaan uran pystyreunan kanssa, levyjä kuumennetaan, kunnes juote sulaa, ja auran terä levyineen lämpöä eristävässä keräimessä jäähdytetään huoneenlämpötilaan nopeudella 4 ° C / min, kun juotteena käytetään L63-laatuista juotetta, juoksutena FK-250-juotetta ja levyjä kuumennetaan polttimen vety-happiliekillä kaasunpaineseoksella 0,5 MPa ja etäisyydellä polttimen suuttimen ulostulo levyjen pintaan - 50 mm.
Menetelmä suoritetaan seuraavasti.
Kunnostettaviksi otettavien auran vanteiden tulee täyttää seuraavat vaatimukset: ne on puhdistettava lialta sellaiseen tilaan, että se mahdollistaa tarkastuksen ja vikojen havaitsemisen; kuluneen jalan pohjan paksuus pultin reikien alueella on vähintään 8 mm; kuluneen osion leveys, joka määritellään takapuolelta (ei-toimivalta) etäisyydeksi selästä takaraivoon - vähintään 100 mm.
Auranterän pintaan tehdään ura, jonka syvyys on 1,5. 2,0 mm. Tämä toimenpide suoritetaan pystysuorassa jyrsinkoneessa.
Sitten L63-juote asetetaan aikaisemmin valmistettuun uraan säännöllisin väliajoin, minkä jälkeen juotteeseen asennetaan metallikeraamiset levyt TN-20 tai T15K6. Sen jälkeen jokaisen levyn liitoskohtaan uran pystyreunan kanssa levitetään ylimääräinen FK-250-tuotemerkin juotos- ja juoksutekerros.
Seuraavaksi levyt ja kunnostettu aura lämmitetään kannettavalla kaasuhitsauslaitteella MBV-500 vety-happipolttimen liekillä. Prosessitilat: etäisyys polttimen suuttimen ulostulosta kunnostettavaan pintaan on 50 mm, hapenkulutus 400 l/h, vedyn kulutus 375 l/h kaasuseoksen paineella 0,5 MPa. Tässä tapauksessa poltin pysäytetään vuorotellen jokaisen levyn päälle yrittäen varmistaa sen tasaisen kuumenemisen. Kuumennusta jatketaan, kunnes juotos sulaa kokonaan. Tällä tavalla jokainen levy juotetaan. Altistuminen vety-happiliekille ei vaikuta haitallisesti käytettyyn juotteeseen, sulatteeseen, sintrattuihin levyihin ja jakometalliin.
Sitten talteen otettu auran terä juotetuilla metalli-keraamilevyillä asetetaan lämpöä eristävään keräilijään, joka on lämmitetty 620 630 °C lämpötilaan, jonka kanssa se jäähdytetään huoneenlämpötilaan, jäähdytysnopeuden ollessa 4 °C/min.
Ehdotetun menetelmän ja prototyypin vertailutestien tulokset on esitetty taulukossa.
Auran rungoissa ovat mahdollisia seuraavat toimintahäiriöt ja kuluminen: terä tylsyy, takapuolelle muodostuu viiste, kärki pyöristyy, terä kapenee leveydeltään. Auran varren murtuminen ja sen työosan leikkaaminen ovat usein seurausta juuriin ja kiviin törmäämisestä suurnopeusauraa kynnettäessä, kun kaatopaikan kasa on kulunut, pellon viillon muoto muuttuu, sen reuna on pyöristetty, työpinta on kulunut ja varvas katkeaa, siivessä se kuluu 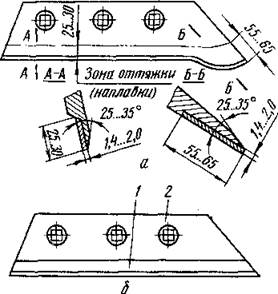
työpinta. Peltolauta ja tahrat kuluvat vaon puolelta ja alta.
Tylsän terän terä teroitetaan työpuolelta paksuuteen
Aura-aura, itsepuhdistuva; b-komposiitti hitsattu; 1-nauha; 2-taka
Terän kuluneen työpinnan muoto tarkistetaan mallilla. Poikkeama mallista on sallittu enintään 6 mm. Jos rintakehän varvas murtuu, terä voidaan palauttaa. Tätä varten irrotettu osa valmistetaan vanhasta kaatopaikasta mallin mukaan, säädetään risteyksessä ja hitsataan sähköisesti takaa kuluneeseen kaatopaikkaan. Ennen hitsaamista työkappale lämpökäsitellään NKS 62:n kovuuden saavuttamiseksi. 50. Lämmön poistamiseksi hitsauksen aikana sauman lähellä olevat alueet pinnoitetaan asbestipitoisella saviliuoksella, sauman alle laitetaan 5 mm paksu punainen kuparivuori ja vuorauksen alle veteen kastettu rätti. Hitsauksen jälkeen sauma puhdistetaan. Kun terän kenttäreuna on kulunut, se kerrostetaan peräkkäisellä päällekkäisyydellä. telat T-590 elektrodeilla ja teroitettu 45 asteen kulmassa. 50° työtasoon nähden.
Pienellä kulumisella peltolaudat entisöidään kovalla pinnoituksella, jota seuraa teroitus tai käytä laudan kulumatonta puolta kääntämällä se ympäri. Tätä varten siihen tehdään reikiä ja kovetetaan.
Veitsen terän rypistäminen on sallittua enintään kolmessa paikassa, joiden syvyys on enintään 1,5. 2,0 mm ja pituus jopa 15 mm. Levyn vääntyminen on sallittu enintään 3 mm. Vääntyneet levyt juoksevat kylmänä liedellä. Ne teroitetaan 0,5 mm:n terän paksuuteen OR-6112-laitteella pyöreän veitsien teroittamiseen ja sorvin lisätarvikkeisiin, joissa on jyrsimet, joiden levyt on valmistettu kovasta metalliseoksesta T15K6 jne. Lautasen aksiaalinen ja säteittäinen poisto on sallittu enintään 3 mm.
Levyjen napojen päiden kuluminen 8 mm asti kompensoidaan asettamalla aluslevyt siten, että vierekkäisten kiekkojen kannakkeiden välinen rako on vähintään 4 mm. Halkeamat valurautaosat hitsataan PANCH-I täytelangalla sähköhitsauksella tai kuumakaasuhitsauksella valurautatankoilla.
Rajoita maanmuokkauskoneiden kuluneiden leikkuurunkojen näyttöä
Voit esittää kysymyksiä vasta ilmoittautumisen jälkeen. Kirjaudu tai rekisteröidy, kiitos.
Katso auraa, mitä siinä on vaihdettava, jotta se kyntäisi eikä leikkaa vakoja. Yritän lähettää valokuvan, minusta näyttää siltä, että ensimmäinen kaatopaikka niittää oikealle, olen erittäin kiitollinen avustasi.
No, kyllä, ensimmäinen rakennus on vinossa. Jättääkö toinenkin vaon?
Ensinnäkin sinun on asetettava kaikki rungot yhteen tasoon ja toiseksi säädettävä aura. Kaatopaikkasi ei toimi täysin, joten harjanteet.
Syitä voi mielestäni olla kaksi:
1 Aura on tukossa vaossa
2 alhainen nopeus
Muissa tapauksissa harjanteet olisivat erilaisia, mutta sinulla on kaikki samat harjanteet
Ensimmäisen rungon muottilevy eroaa 2:sta ja 3:sta, ja mikä on traktorin takapyörän raideväli?
Säädä aura.
ajetaanko traktorilla vaoa vai pellon poikki?ensimmäinen runko ei heittä paljoa edelliselle raiteelle.kaatopaikat on normaalisti hiekoitettu eli sauman kiertokulkua.Pukarista polku tasainen ja puhdas, se menee tarkalleen päätellen siitä, että kaikilla kaatopaikoilla on sama hiontakorkeus.No melkein auranterä ja rinta 
kaatopaikat, mutta tämä ei ole kohtalokasta (solarium syö vähän enemmän ja aura vähän vähemmän). Pienennä otteen leveyttä hieman, lähemmäs pyörien kyntöä (möhkäleitä) ja kaikki on hienoa. Nopeus on ei tarvita. aurassasi on klassiset kaatopaikat (ei nopeat). Tyhjäkäynti
Tee äes auran perään, niin olet onnellinen.
- jotain koputtaa moottorissa.
- laita radio kovempaa ja olet onnellinen
Talouspolitiikka on ennen kaikkea toteuttamisen, ei suunnitelmien tekemisen taitoa. (A.V. Chayanov)
Luomme edellytykset kehittymiselle:. maataloustuottajien tukemiseen siten, ettei niitä estä. P.N. Cherkasov, Natalinskoe Moskovan alue.
On tosiasia, että auraa on säädettävä, mutta lisäksi on säädettävä tapaa, jolla aura asennetaan traktoriin. silloin pelto on kaunista.
Talouspolitiikka on ennen kaikkea toteuttamisen, ei suunnitelmien tekemisen taitoa. (A.V. Chayanov)
Luomme edellytykset kehittymiselle:. maataloustuottajien tukemiseen siten, ettei niitä estä. P.N. Cherkasov, Natalinskoe Moskovan alue.
Kuinka olla säätämättä auraa, mutta urat ja kokkaukset jäävät silti. Varsinkin kovalla alustalla. Äkeen kanssa siitä tulee täysin tasainen.
Ja mitä, niin mitä tarkalleen voit kylvää ilman tasoitusta kultivaattorilla?
ajetaanko traktorilla vaoa vai pellon poikki?ensimmäinen runko ei heittä paljoa edelliselle raiteelle.kaatopaikat on normaalisti hiekoitettu eli sauman kiertokulkua.Pukarista polku tasainen ja puhdas, se menee tarkalleen päätellen siitä, että kaikilla kaatopaikoilla on sama hiontakorkeus.No melkein auranterä ja rinta
Aura auraa normaalisti, yhdeltä kierrolta kulku on tasainen 
Mutta se tosiasia, että ensimmäinen korpus ei lisää paljon edelliseen, tämä on ongelma, ja pikemminkin se voidaan parantaa kahdella tavalla: 1) Vedä aura ketjusiteillä lähemmäs oikeaa puolta (aura on kaukana vaosta, ehkä
myös peltolaudat voivat kompostoida aivot)
2) Selvitä vain auran kiinnityskohta (automaattinen liitinkolmio).
Tarkemmin sanottuna se on sinun päätettävissäsi.
Älä kiirehdi tekemään hyvää. Hyvää tulee tehdä hitaasti, jotta se huomataan ja arvostetaan.
Ratsastusaura, traktoriaura tai takatraktori on korvaamaton esine takapihatilalla. Aura auraa maata kääntäen maan pintakerroksen, mikä vähentää rikkaruohojen määrää, tekee maasta pehmeämmän ja taipuisamman. Et voi vain ostaa auran, vaan myös tehdä sen itse. Tätä varten sinulla on työkalujen ja materiaalien lisäksi oltava käsitys auran rakenteesta ja sen geometriasta.
Aura on mahdollista valmistaa oikein vain, kun on ymmärrys kyntämisprosessista sekä auran kunkin osan tarkoituksesta.
Kynnessä auran kiila leikkaa maaperään tietyssä kulmassa maan pehmeyden ja kosteuden mukaan. Kiila erottaa säiliön, nostaa ja puristaa sitä jakaen samalla säiliön useisiin osiin. Sisääntulokulma riippuu siitä, kuinka moneen osaan maakerros jaetaan: mitä suurempi kulma, sitä suurempi jako. Mutta jos sisääntulokulma on yli neljäkymmentäviisi astetta, maa lakkaa liukumasta aurauslaitteen työpinnalla ja alkaa kerääntyä sen eteen, mikä vaikeuttaa jatkotyötä.Pystyaura, eli terävämmällä kulkukulmalla, erottaa maan uon reunasta ja puristaa sen vaakasuoraan. Vaakasuuntaisella ohjauskulmalla varustettu aura toimii eri tavalla: se taittaa ja kääntää maakerrosta.
Tyypillinen työaura koostuu:
- Auran terä, joka leikkaa maata
- kaatopaikka,
- Veitsi,
- Kenttälauta,
- telineet,
- Skimmer.
Lisäksi aura voidaan varustaa:
- Vahvempi metallirunko
- Pyörät
- Mekanismi, joka korjaa auran työn suhteessa traktoriin,
- Hydromekanismit,
- Pneumaattinen hydraulijärjestelmä.
Kaatopaikalla voi olla useita erityyppisiä työtasoja:
- Ruuvi,
- Lieriömäinen,
- Sylinteri.
Sylinterimäinen jauhaa maaperän täydellisesti, mutta muodostus muodostuu huonosti. Tämä ei ole aina kätevää. Lieriömäistä työtasoa käytetään yleensä pehmeän maan työstämiseen. Kätevin ja käytännöllisin työskennellä on lieriömäinen pinta, joka murenee hyvin ja kääntää maaperän ja kestää myös kuivan ja märän maaperän.
Jotta voit tehdä auran kotona omin käsin, sinulla on oltava:
- Rullat,
- hiomakone,
- kaasuleikkuri,
- Kiinnikkeet,
- Mittaustyökalu,
- Vasara,
- Hitsauskone,
- Sakset metallin leikkaamiseen.
Ennen työn aloittamista on suositeltavaa tehdä piirustus tai kaavio tai löytää valmis versio Internetistä. Tämän avulla voit kuvata visuaalisesti työn edistymistä, kaikkien osien ja kiinnikkeiden sijaintia.
Helpoin vaihtoehto valmistaa. Yksipuolinen laite voidaan valmistaa yhtenä kappaleena, yhtenäisen rungon muodossa ja kokoontaitettavana. Kokoontaitettava versio on kätevä siinä mielessä, että sen avulla voit irrottaa auran terän teroitusta varten. Auran terä voidaan korvata lautasella pyöreästä levystä. Kaatopaikka tehdään yleensä kahdella tavalla. Ensimmäinen niistä edellyttää putken leikkausta, jonka paksuus on noin viisi millimetriä ja halkaisijaltaan viisikymmentä senttimetriä.
Leikkauksesta leikataan työkappale, joka saatetaan haluttuun kokoon kulmahiomakoneen avulla. Toinen menetelmä kaatopaikan tekemiseksi sisältää neljän millimetrin paksuisen teräslevyn tai saman seinämän paksuisen, mutta noin 50 cm:n paksuisen sylinterin. Hitsauskoneella tai metallisaksilla leikataan muoto. ja taivutettu sylinterin muotoon. Jos vaadituista mitoista poikkeaa, voit käyttää vasaraa työstämiseen.
Kaikki piirustukset sisältävät kuusi osatekijää:
- metallilevy tai auranvarsi,
- Säätiö,
- Välilevy,
- Sivuläppä,
- Putki leikattu läpälle,
- Kenttätyöpöytä.
Auran terä asennetaan yleensä metallilevyllä ja useilla kiiloilla, jotka on viistetty 25 asteen kulmaan. Kiinnitetty kaksipistehitsauksella, ja se yhdistää myös telineen ja sivusuojuksen. On suositeltavaa tehdä suojus senttimetri jalan alareunaa korkeammalle, kun taas suojuksen reunojen tulee olla terän reunan päällä viisi tai kuusi millimetriä.
Auran terä kiinnitetään hitsaamalla siten, että ne muodostavat yhtenäisen kokonaisuuden ilman rakoja ja epätasaisuuksia. Niiden välinen kulma ei saa ylittää seitsemää astetta. Sivujalustaan kiinnitetään hitsattu terä ja terä, ja itse teline hitsataan ensin alustaan ja sitten välilevyyn. Lopuksi sauvan kulmat hitsataan pohjaan. Kaikki hitsausjäljet ja saumat puhdistetaan ja terä hiotaan.
Tämä tyyppi on tehokkaampi suurten maa-alueiden kyntämiseen. Tuotantoa varten tarvitaan vahva teräsrunko, joka on valmistettu pyöreästä tai suorakaiteen muotoisesta profiilista, jonka paksuus on vähintään kaksi millimetriä. Kehyksen koko riippuu tarvittavien työkappaleiden määrästä ja ohjauselementistä. Työkappaleessa osake on sijoitettava alhaalta, koska sen tehtävänä on siirtää maakerros kaatopaikalle. Kaatopaikka kääntää maaperän, leikkaa ja siirtyy muodostaen vaon.
Jalusta tarvitaan työvälineiden kiinnittämiseen runkoon ja veitsen pitämiseen. Siihen on tehty useita säädettäviä reikiä, joiden avulla voit muuttaa kyntösyvyyttä.Yleensä teline hitsataan vähintään sentin paksuisesta metallilevystä ja kiinnitetään runkoon pulteilla.
Runko kaikkine työvälineineen kiinnitetään mini- tai takatraktoriin kotitekoisella vetoaisalla tai vetokoukulla. Vetoaisassa on välttämättä oltava kahva, ja sen on oltava suora tai V-muotoinen. Toinen muoto on tehokkaampi, koska se tekee aurasta paljon vakaamman. Voit myös asentaa kenttäpyörät lisäämään vakauden ja liikkeen suoruutta. Ne kiinnitetään runkoon säädettävällä kannakkeella.
Auran kokoamiseksi omin käsin sinun on noudatettava yhtä erittäin tärkeää sääntöä: kaikki laitteen osat hitsataan ensin pistehitsauksella ja vasta kun kaikki osat ovat paikoillaan ja kiinnitetty oikein - viimeinen. Työn laatu on helppo tarkistaa - tätä varten terä jako on irrotettava ja itse aura on asetettava pöydälle. Paina auraa tiukasti ja tarkista pöydän pinnan yhteensopivuus kannattimen vaakasuoran pinnan kanssa. Jos poikkeamia ei ole, kaikki tehdään oikein.
Voit määrittää hyvän rakenteen myös seuraavilla kriteereillä:
- Osakkeen terävä reuna sijaitsee kaksi senttimetriä juoksijan alapuolella,
- Teräosa ei ulotu juoksun pystysuoran reunan ulkopuolelle enempää kuin senttimetriä,
- Jalustan ja terän välissä ei ole rakoa.
Kotitekoinen laite on asennettu takatraktoriin kyntöalueen viereen. Ne alkavat teräspyörien asennuksesta - ne estävät takatraktorin liukumisen maaperään. Seuraava vaihe on kiinnittää aura, mutta älä kiristä kaikkia kiinnitysmuttereita kokonaan. Heidän avullaan laitetta säädetään, mikä alkaa erityisestä telineestä. Jalustan korkeuden tulee olla yhtä suuri kuin kynnösyvyys. Kun kaikki yksiköt on asennettu ja kiinnitys tarkistettu, aura asetetaan maahan.
Suorituskykytesti suoritetaan kolmiuraisella kynnyksellä.
Tämä riittää syvyyden mittaamiseen ja kaatuneiden muodostelmien tarkistamiseen. Jos uurteet menevät päällekkäin tai niiden välinen etäisyys on yli kymmenen senttimetriä, kaikki komponentit on säädettävä uudelleen.
















