Tarkemmin: tee-se-itse kaari 200 korjaus oikealta mestarilta sivustolle my.housecope.com.
Hei kaikki. Olen taas kanssasi, hitsaajakorjaaja. Joten tänään saimme toisen viallisen hitsausinvertterin. Korjaamiemme joukossa tällaisia laitteita kutsutaan kolmikerroksisiksi rakennuksiksi.
Ilmoitettu toimintahäiriö: Ei tuota hitsausvirtaa. Kipinöi eikä kypsennä.
Muuten, sisällä näkyy kolme laudan kerrosta,
ensimmäinen on levy, jossa on johtimia ja pehmeä käynnistys.
toinen on tasasuuntaaja, kuristin ja tehotranssi.
kolmas on mosfet-transistorit, päivystyshuone ja ohjauskortti.
Koska häiriön syyksi kerrotaan heikkovirta ja se ei kypsennä, tarkistamme käyttöjärjestelmän virran perusteella. Näissä kolmikerroksisissa rakennuksissa on arka paikka virran päällä.
CA3140-mikropiiri vastaa tämän hitsauslaitteen virran ohjaamisesta.
Ja jos meillä on jotain vikaa nykyisessä ohjausketjussa, kaksi LEDiä syttyy. Minun tapauksessani nämä LEDit olivat päällä.
Ohjauskortin lisälyönnillä paljastui viallinen CA3140. Johtopäätökset 2 ja 3 soivat keskenään 4 ohmilla.
Sitten hitsaajani sammui typerästi kylmässä, eli hitsaus lensi kokonaan pois, ei ainuttakaan elonmerkkiä. Huoneenlämmössä se palautti toimintakykynsä, mutta heti kun jäähdytin sen, se kieltäytyi toimimasta. Viat olivat hieman kaoottisia, joten minun piti juosta kotoa kadulle ja päinvastoin saadakseni GLUCKin kiinni ja analysoida syitä.
Vian perusteella voisi sanoa, että minulla ei ollut + 300V tasasuuntaajakortista ja kondensaattoreista (ensimmäinen pohjalevy). Siksi, kun taas kerran havaitsin häiriön, heitin yleismittarin anturit hitsauslaitteen kahteen voimajohtoon. Ja hän oli yllättynyt. Siellä 300V sijasta se oli vain 100v. Hmm, outoa.
Video (klikkaa toistaaksesi).
Otin alalaudan pois ja pesin sen. Ja hän alkoi katsoa, mikä oli vialla.
Minua houkutteli musta pinnoite releen alla, ikään kuin siellä olisi jotain paskaa.
irrotan sen. Muuten, kun juotin, olin hämmentynyt siitä, että relyushkan tappi oli näkyvissä pennissä, eikä juotosrauta tuntenut sitä. Kuten myöhemmin kävi ilmi, releen lähtö oli lyhyt, tai pikemminkin sitä ei oikeastaan ollut ollenkaan. Ja tämän vuoksi hitsaus ei alkanut.
Yksinkertaisimman hitsauskoneen pääelementti on muuntaja, joka toimii 50 Hz:n taajuudella ja jonka teho on useita kW. Siksi sen paino on kymmeniä kiloja, mikä ei ole kovin kätevää.
Tehokkaiden suurjännitetransistorien ja diodien myötä hitsausinvertterit... Niiden tärkeimmät edut: pienet mitat, tasainen hitsausvirran säätö, ylikuormitussuoja. Jopa 250 ampeerin virralla olevan hitsausinvertterin paino on vain muutama kilo.
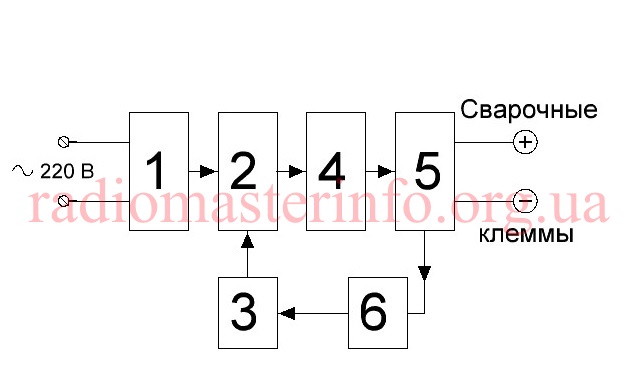
Muuntajattomaan tasasuuntaajaan ja suodattimeen (1) syötetään 220 V:n vaihtojännite, joka muodostaa 310 V:n vakiojännitteen. Tämä jännite syöttää voimakasta lähtöastetta (2). Tämän tehokkaan pääteasteen tuloon syötetään pulsseja taajuudella 40-70 kHz generaattorista (3). Vahvistetut pulssit syötetään pulssimuuntajaan (4) ja sitten tehokkaaseen tasasuuntaajaan (5), johon hitsausliittimet on kytketty. Ohjaus- ja ylikuormitussuojayksikkö (6) säätelee hitsausvirtaa ja suojaa.
Koska invertteri toimii 40-70 kHz ja sitä korkeammilla taajuuksilla, ei 50 Hz taajuudella, kuten perinteinen hitsaaja, sen pulssimuuntajan mitat ja paino ovat kymmenen kertaa pienemmät kuin perinteisellä 50 Hz hitsausmuuntajalla. Ja elektronisen ohjauspiirin ansiosta voit säätää hitsausvirtaa sujuvasti ja tarjota tehokkaan ylikuormitussuojan.
Katsotaanpa konkreettista esimerkkiä.
Invertteri lopetti ruoanlaiton.Tuuletin on käynnissä, merkkivalo palaa, eikä kaari tule näkyviin.
Tämän tyyppinen invertteri on melko yleinen. Tätä mallia kutsutaan nimellä "Gerrard MMA 200»
Onnistuimme löytämään MMA 250 -invertterin piirin, joka osoittautui hyvin samankaltaiseksi ja auttoi merkittävästi korjauksessa. Sen tärkein ero haluttuun malliin MMA 200:
Pääteasteessa on 3 rinnakkain kytkettyä kenttätransistoria ja MMA 200 - 2:lla.
Lähtöpulssimuuntaja 3 ja at MMA 200 - vain 2.
Muu osa kaavasta on identtinen.
Artikkelin alussa on kuvaus hitsausinvertterin rakennekaaviosta. Tästä kuvauksesta käy selvästi ilmi hitsausinvertteri, tämä on tehokas kytkentävirtalähde, jonka avoimen piirin jännite on noin 55 V, joka on välttämätön hitsauskaaren syntymiselle, sekä säädettävä hitsausvirta, tässä tapauksessa jopa 200 A. Pulssigeneraattori on tehty SG3525AN-tyyppiselle U2-mikropiirille, jossa on kaksi lähtöä myöhempien vahvistimien ohjaamiseen. Itse generaattoria U2 ohjataan CA 3140 -tyyppisellä operaatiovahvistimella U1, joka säätelee generaattoripulssien toimintajaksoa ja siten etupaneeliin tuodun virransäätövastuksen asettamaa lähtövirran arvoa.
Generaattorin lähdöstä pulssit syötetään esivahvistimeen, joka koostuu bipolaarisista transistoreista Q6 - Q9 ja kenttätyöntekijöistä Q22 - Q24, jotka toimivat muuntajalla T3. Tässä muuntajassa on 4 lähtökäämiä, jotka muodostajien kautta syöttävät pulsseja 4:lle siltapiiriin kootun pääteasteen haaralle. Kummassakin olkapäässä on kaksi tai kolme voimakasta kenttätyöntekijää rinnakkain. MMA 200 -järjestelmässä - kaksi kutakin, MMA - 250 -järjestelmässä - kolme kustakin. Minun tapauksessani MMA-200:ssa on kaksi K2837 (2SK2837) -tyyppistä kenttätransistoria.
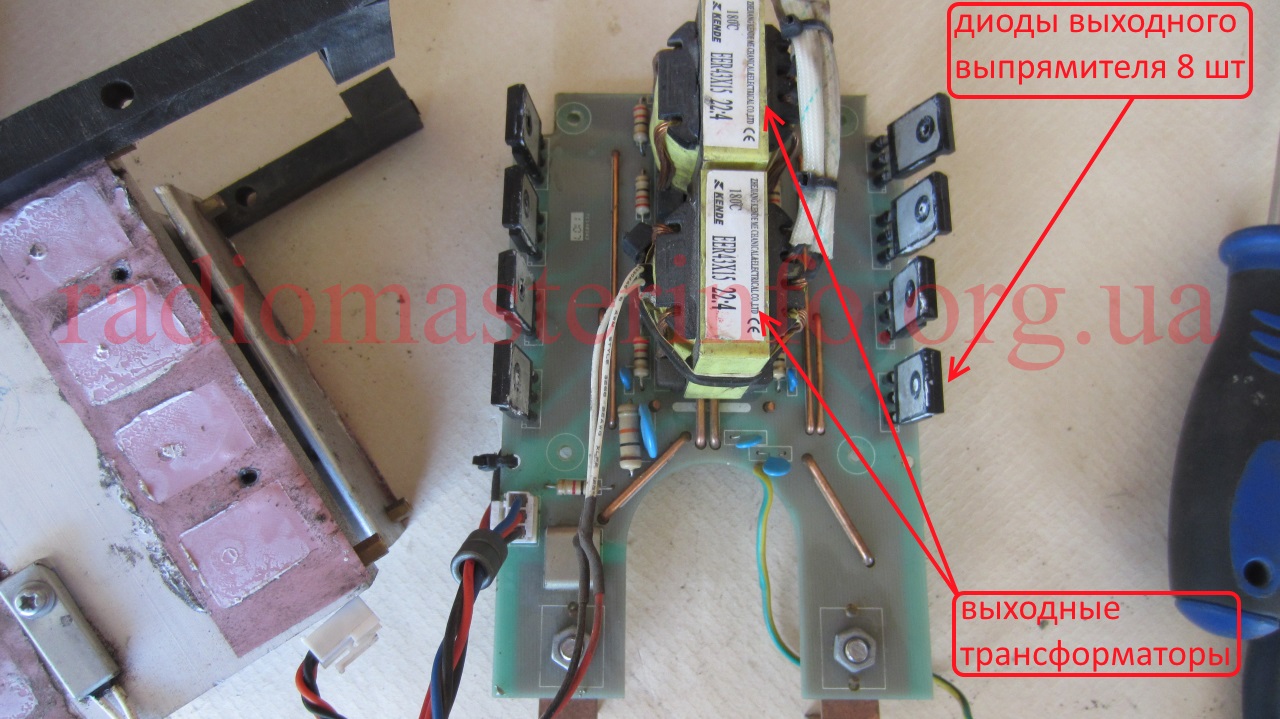
Pääteasteesta muuntajien T5, T6 kautta tasasuuntaajalle syötetään voimakkaita pulsseja. Tasasuuntaaja koostuu kahdesta (MMA 200) tai kolme (MMA 250) täyden aallon keskipisteen tasasuuntaajapiiriä. Niiden lähdöt on kytketty rinnan.
Takaisinkytkentäsignaali syötetään tasasuuntaajan lähdöstä liittimien X35 ja X26 kautta.
Myös takaisinkytkentäsignaali lähtöasteelta virtamuuntajan T1 kautta syötetään ylikuormitussuojapiiriin, joka on tehty tyristoriin Q3 ja transistoreihin Q4 ja Q5.
Pääteaste saa virtaa verkkojännitteen tasasuuntaajalta, joka on koottu VD70-diodisillalle, C77-C79 kondensaattoreilla ja muodostaa 310 V:n jännitteen.
Pienjännitepiirien syöttämiseen käytetään erillistä kytkentävirtalähdettä, joka on tehty transistoreille Q25, Q26 ja muuntajalle T2. Tämä teholähde tuottaa +25 V jännitteen, josta muodostuu lisäksi +12 V U10:n kautta.
Palataan remonttiin. Kotelon avaamisen jälkeen silmämääräinen tarkastus paljasti palaneen kondensaattorin 4,7 μF 250 V jännitteellä.
Tämä on yksi kondensaattoreista, jonka kautta lähtömuuntajat on kytketty kenttätyöntekijöiden pääteasteeseen.
Kondensaattori on vaihdettu ja invertteri toimii. Kaikki jännitteet ovat normaaleja. Muutaman päivän kuluttua invertteri lakkasi toimimasta uudelleen.
Yksityiskohtainen tutkimus paljasti kaksi rikki vastusta lähtötransistorien hilapiirissä. Niiden nimellisarvo on 6,8 ohmia, itse asiassa ne ovat kalliolla.
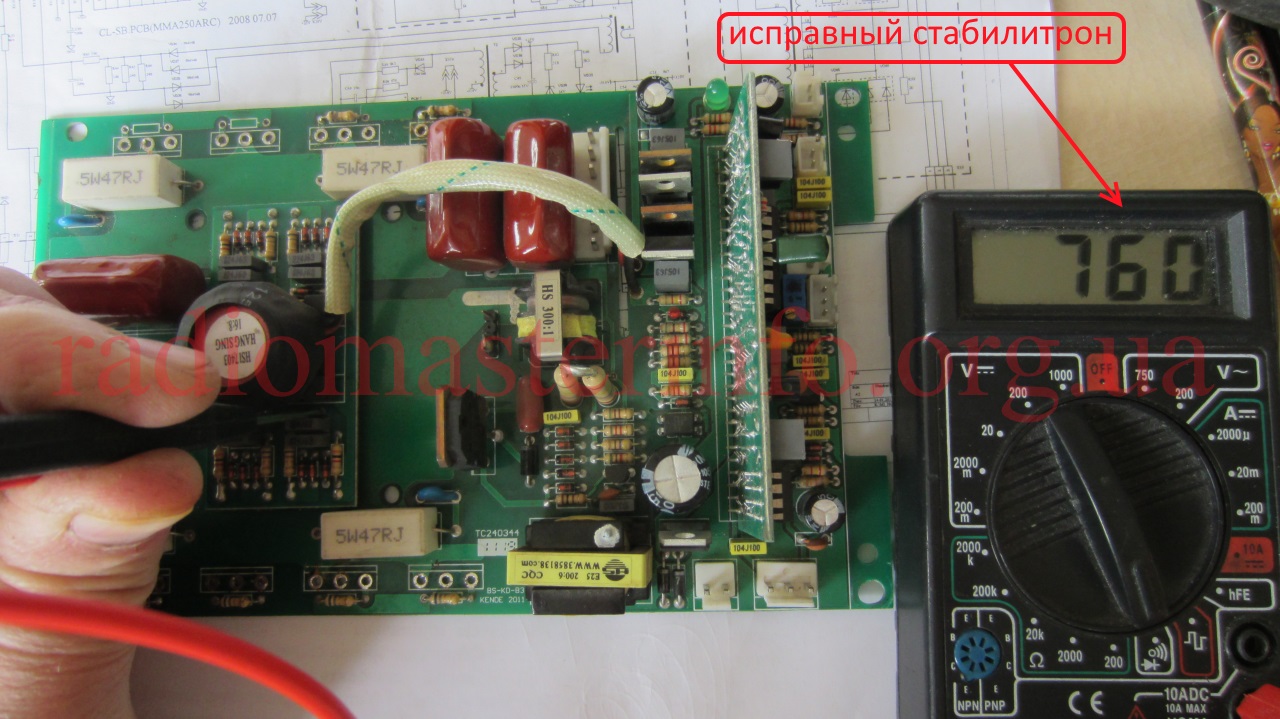
Kaikki kahdeksan lähtökenttätransistoria testattiin. Kuten edellä mainittiin, niitä on kaksi kummassakin olkapäässä. Kaksi olkapää, ts. neljä kenttätyöntekijää, epäkunnossa, heidän johdot ovat oikosulussa. Tällaisella vialla korkea jännite tyhjennyspiireistä tulee hilapiireihin. Siksi tulopiirit testattiin. Sieltä löytyi myös viallisia elementtejä. Tämä on zener-diodi ja diodi pulssinmuotoilupiirissä lähtötransistorien tuloissa.
Tarkastus suoritettiin ilman osien juottamista vertaamalla kaikkien neljän pulssinmuotoilijan samojen pisteiden välisiä resistanssia.
Myös kaikki muut piirit testattiin lähtöliittimiin asti.
Viikonlopun kenttätyöntekijöitä tarkasteltaessa ne kaikki juotettiin. Viallinen, kuten edellä mainittiin, osoittautui 4:ksi.
Ensimmäinen käynnistys tehtiin ilman tehokkaita kenttätransistoreja. Tällä kytkennällä tarkistettiin kaikkien virtalähteiden 310 V, 25 V, 12 V käytettävyys. Ne ovat normaaleja.
Kaavion jännitteen testauspisteet:
Kortilla olevan 25 V jännitteen tarkistaminen:
12V jännitteen tarkistaminen levyltä:
Sen jälkeen tarkastettiin pulssit pulssigeneraattorin lähdöistä ja muotoilijoiden lähdöistä.
Sitten kaikki tasasuuntaajan diodit tarkastettiin vuotojen varalta. Koska ne on kytketty rinnan ja lähtöön on kytketty vastus, vuotovastus oli noin 10 kΩ. Kun jokaista yksittäistä diodia tarkistetaan, vuoto on yli 1 mΩ.
Lisäksi päätettiin koota ulostuloaste neljälle kenttätransistorille sijoittamalla ei kaksi, vaan yksi transistori kumpaankin varteen. Ensinnäkin lähtötransistoreiden vikaantumisriski, vaikka se minimoidaan tarkistamalla kaikki muut piirit ja virtalähteiden toiminta, säilyy tällaisen toimintahäiriön jälkeen. Lisäksi voidaan olettaa, että jos varressa on kaksi transistoria, lähtövirta on jopa 200 A (MMA 200), jos transistoria on kolme, lähtövirta on enintään 250 A, ja jos kussakin on yksi transistori, virta voi hyvinkin olla 80 A. Tämä tarkoittaa, että kun asennat yhden transistorin olkapäähän, voit kokata elektrodit 2 mm asti.
Ensimmäinen ohjaus lyhytaikainen päällekytkentä päätettiin tehdä XX-tilassa 2,2 kW:n kattilan kautta. Näin voidaan minimoida onnettomuuden seuraukset, jos jokin toimintahäiriö kuitenkin jää huomaamatta. Tässä tapauksessa napojen jännite mitattiin:
Kaikki toimii hyvin. Vain takaisinkytkentä- ja suojapiirejä ei testattu. Mutta näiden piirien signaalit näkyvät vain, kun lähtövirta on merkittävä.
Koska päällekytkentä oli normaali, lähtöjännite on myös normaalin rajoissa, poistamme sarjaan kytketyn kattilan ja käynnistämme hitsauksen suoraan verkkoon. Tarkista lähtöjännite uudelleen. Se on hieman korkeampi ja 55 V sisällä. Tämä on aivan normaalia.
Yritämme kypsentää lyhyen aikaa tarkkailemalla takaisinkytkentäpiirin toimintaa. Takaisinkytkentäpiirin toiminnan tulos on muutos generaattoripulssien kestossa, jota tarkkailemme lähtöasteiden transistorien tuloissa.
Kun kuormitusvirta muuttuu, ne muuttuvat. Tämä tarkoittaa, että piiri toimii oikein.
Mutta pulssit hitsauskaaren läsnä ollessa. Voidaan nähdä, että niiden kesto on muuttunut:
Puuttuvat lähtötransistorit voidaan ostaa ja vaihtaa.
Artikkelin materiaali on kopioitu videolle:
ARC-200 hitsaaja kiina. Järjestelmä on 90-prosenttisesti sama kuin SAI-200. toimintahäiriö: keittää, virta on säädettävissä, voit polttaa puolet 4Ki-elektrodista. mutta kun elektrodi irtoaa, suoja laukeaa, jonka jälkeen se alkaa toimia jatkuvasti millä tahansa virralla. Tarkista snuberit, diodiajurit, suojaus oli töykeä - turhaa. Lohkokaavio on seuraava:
Voiko kukaan törmätä tähän?
Ylälevyn vaihto poisti syyn
lohkokaaviossasi on väärä hitsauslähtöjännite. Näissä laitteissa ei ole 28 volttia, yleensä 56-72 volttia
Haluaisin löytää syyn, jos se on taulussa. Yleensä 50-80 klo XX ja alasti. 200A tölkki ja 28v Mitä kaaviossa on kirjoitettu, vain infa otettu invertterin tyyppikilvestä. Tässä on valokuva
Kyllä, asettelu on erilainen, vain kaikki oli sokkoutunut yhdelle levylle, paitsi ohjauskortti, mutta piiri on periaatteessa sama.
Piirretty kaavio, ehkä joku voi olla hyödyllinen.
[quote = ”vasa”] Suosittelen juottamaan kaiken
Jos se ei auta, tarkista huolellisesti valjaat lähellä CA3140, SG3525
Yritä sitten vaihtaa CA3140, SG3525 [/ lainaus] Kaikki, mikä on ulkonäöltään huonosti juotettu, juotetaan, vaihdetaan varmuuden vuoksi, CA3140; KA3525 reagoi hyvin kuormaan, sitä ei kannata vaihtaa.
Ja miten laite toimi ennen vikaa?
Varmista, ettei ohjausyksikön virtalähteessä ole pulsaatioita.
Ryhdy 9-nastaiseksi PWM-oskilloskoopiksi ja tarkista, ettei käyttöjärjestelmäsignaalissa ole "hyppyjä" erilaisissa nykyisissä tehtävissä
5
noin 12.1.2013
2
morgmail 12.1.2013
Jos vain säädät kaasua ja niin, vanha kunnon kolmivaiheinen kiinalainen.
Törmäsin jossain foorumilla. He laittoivat sellaisen, mutta elektroniikkainsinöörit pelkäävät laitteen äkillistä kuolemaa. Myöskään jokainen hitsaaja ei voi säätää virtaa hitsauksen aikana. MS:ssä. isoisä Asensin laitteeseen etävalvontakameran aseman, joka pyörittää itse spinneriä.
LamoBOT 13. tammikuuta 2013
Tällaisella ketaasilla voit. Minä tein. Mutta jos vahingossa oikosuljet yhden ohjausjohdoista hitsausjohtimiin, se voi kuolla. Löydät myös säätimen moottorilla. Näitä käytetään joissakin multimediakaiutinjärjestelmissä, mutta impedanssin on oltava vähintään suunnilleen sama. Aseta kaksi painiketta - virta ylös ja virta alas (moottori vasen-oikea).
2
tehsvar 13 tammikuuta 2013
Haluan tehdä ulkoisen säätimen, 3-4 metriä
Tee se, hän ei välitä. Parikymmentä teki niin. Ei palautuksia. Vain toimituspyynnöt. Olimme ainoat, jotka olivat niin nerokkaita laittamaan sen yritykseen. Yksinkertaisin asia on laittaa rezyuk vaihtamalla edestakaisin.
Ei, mutta elementit eivät ole puolustus, ja siksi kohtasin sen tosiasian, että elektroniikka ei toimi kylmässä. Välillä paransi, mutta pakkasella ei voi pitkään mitata, mikä missä vika. Joten se tapahtuu.
noin 14.1.2013
Tee se, hän ei välitä. Parikymmentä teki niin. Ei palautuksia. Vain toimituspyynnöt. Olimme ainoat, jotka olivat niin nerokkaita laittamaan sen yritykseen. Yksinkertaisin asia on laittaa rezyuk vaihtamalla edestakaisin.
Miksi potentiometrissä on 3 napaa? Rezyuk valita vastus vauhtipyörän päätepisteissä? Mitä kytkintä suosittelette (2 asentoa, 9 liitintä)?
2
tehsvar 15 tammikuuta 2013
1
noin 27.1.2013
Käykö tämä?
tavallinen Kiloomnik ja tämä puolitoista Kilooma. Tappava? Onko kytkentäkaavio tämä??
noin 27.1.2013
Onko sinulla mielipide? edellisestä postauksesta
morgmail 27.1.2013
tehsvar 6. helmikuuta 2013
joskus 6. helmikuuta 2013
Ymmärsit merkityksen, mutta sinulla ei ole 1 kOhmia. En vain tiedä miten se toimii 1.5:n kanssa.
OGS:n korjaajat sanoivat, että se ei ollut kohtalokasta. Se yksinkertaisesti antaa voimakkaan pudotuksen SV-virrassa. Vaikka vastaisin mieluummin sanoilla "Dimona" "Nasha Rashasta": - Slavik. Jopa minä o..u. Etsin "omnic".
3
joskus 6. helmikuuta 2013
Ymmärsit merkityksen, mutta sinulla ei ole 1 kOhmia. En vain tiedä miten se toimii 1.5:n kanssa.
Tässä on mitä ostin radiokasviliikkeestä:
Kytkin lukee 3 ampeeria. Jonkinlainen 125 VAC. Neuvostoliiton stereoliitin näyttää valttilta hitsaajan paneelissa! Maalaan sen yläpuolella olevaan kuulokekuvakkeeseen. Muuten, myyjä piti minulle luentoja, että TÄMÄ "isä" ei sovi TÄLLÄ "äidille" ja ylipäätään kuinka 3 sormea voi mennä 5 reikään. No, luutnantin tyyliin puristin - että kasvoin maassa, joka tuotti KAIKKI sellaisilla liittimillä ja. Joskus työnsin yhden sormen kolmeen reikään
Isperyanc 11. helmikuuta 2013
1
p0tap4ik 17. maaliskuuta 2013
Hyvät herrat, katsoin "sisaruksia" ja ajattelin, mutta teoriassa voit laittaa digitaalisen näytön virranvoimakkuudesta.
noin 18.3.2013
Vipukytkin on parempi korvata releellä, joka kytkee koskettimet yksinkertaisesti, kun isä on yhteydessä äitiin, tätä varten isällä on oltava pari oikosuljettuja koskettimia, joiden kautta virta menee releen kelaan . Ja musiikkiliitin on täyttä roskaa.
Olen itsekin hyvä rele. Musiikki "viisi" kaupasta saatavilla olevista on oleellisin. Siellä oli 4-sormiliitin ammattimikrofonille - se oli liian suuri. Kuinka monta ampeeria menee reostaatin läpi?
Hitsausinvertterien korjaus monimutkaisuudestaan huolimatta voidaan useimmissa tapauksissa tehdä itsenäisesti. Ja jos olet perehtynyt tällaisten laitteiden suunnitteluun ja sinulla on käsitys siitä, mikä niissä todennäköisemmin epäonnistuu, voit optimoida ammattimaisen palvelun kustannukset onnistuneesti.
Minkä tahansa invertterin päätarkoitus on tuottaa vakio hitsausvirta, joka saadaan tasasuuntaamalla suurtaajuista vaihtovirtaa. Erityisen invertterimoduulin avulla tasasuunnatusta verkkosyötöstä muunnetun suurtaajuisen vaihtovirran käyttö johtuu siitä, että tällaisen virran voimakkuutta voidaan tehokkaasti nostaa vaadittuun arvoon käyttämällä kompaktia muuntajaa. Tämä invertterin toiminnan taustalla oleva periaate mahdollistaa tällaisten laitteiden pienikokoisen ja korkean hyötysuhteen.
Hitsausinvertterin toimintakaavio
Hitsausinvertteripiiri, joka määrittää sen tekniset ominaisuudet, sisältää seuraavat pääelementit:
ensisijainen tasasuuntaajayksikkö, jonka perustana on diodisilta (sellaisen yksikön tehtävänä on tasasuuntaa vakiosähköverkosta syötetty vaihtovirta);
invertteriyksikkö, jonka pääelementti on transistorikokoonpano (tämän yksikön avulla sen tuloon syötetty tasavirta muunnetaan vaihtovirraksi, jonka taajuus on 50–100 kHz);
suurtaajuinen alennusmuuntaja, jossa tulojännitteen pienenemisen vuoksi lähtövirta kasvaa merkittävästi (korkeataajuisen muunnoksen periaatteen vuoksi tällaisen laitteen ulostuloon voidaan tuottaa virtaa , jonka vahvuus on 200–250 A);
lähtötasasuuntaaja, joka on koottu tehodiodien perusteella (tämän invertterin lohkon tehtävään kuuluu vaihtokorkeataajuisen virran tasasuuntaus, joka on välttämätön hitsaustöiden suorittamiseksi).
Hitsausinvertteripiiri sisältää useita muita sen toimintaa ja toimivuutta parantavia elementtejä, mutta tärkeimmät niistä ovat edellä luetellut.